Ciekła guma silikonowa (LSR) stała się szeroko stosowanym materiałem w branżach takich jak urządzenia medyczne, motoryzacyjne, elektroniczne i konsumpcyjne ze względu na elastyczność, trwałość i odporność na ciepło. Aby produkować wysokiej jakości komponenty LSR, producenci polegają na płyn silikonowe maszyny do mocowania formy , które są specjalistycznymi maszynami do formowania wtryskowego zaprojektowane do obsługi unikalnych właściwości silikonu. Właściwe utrzymanie i rozwiązywanie problemów tych maszyn są kluczowe dla zapewnienia stałej jakości produktu, maksymalizacji wydajności produkcji i skrócenia przestojów.
Ten artykuł zawiera szczegółowy przewodnik na temat utrzymywania i rozwiązywania problemów z płynnymi maszynami do zacisku silikonowego, podkreślenie kluczowych praktyk, typowych problemów i strategii zapobiegawczych dla operatorów i personelu konserwacyjnego.
1. Zrozumienie ciekłej silikonowej maszyny do zacisku formy
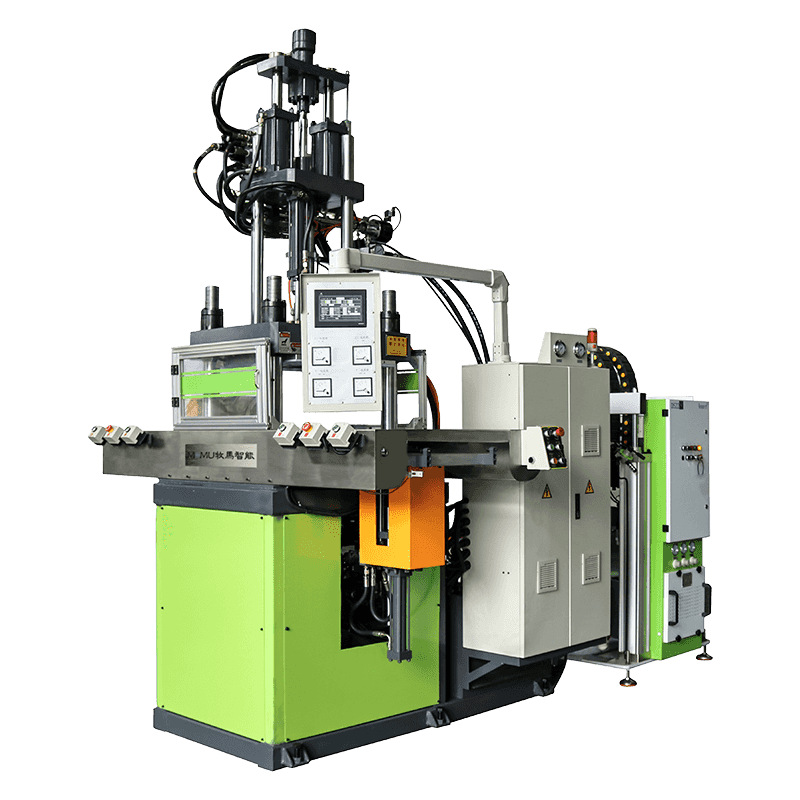
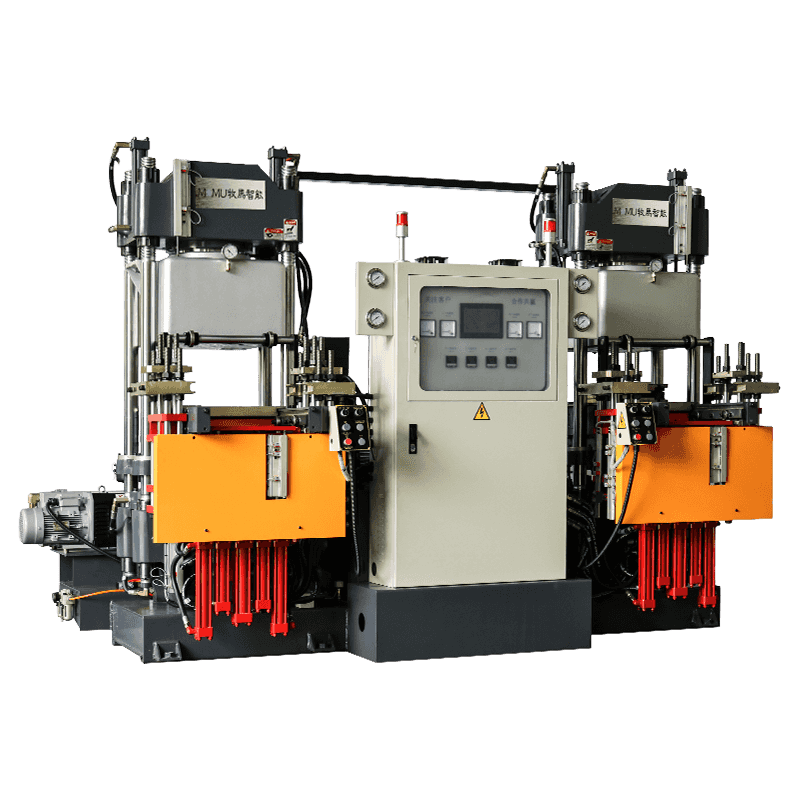
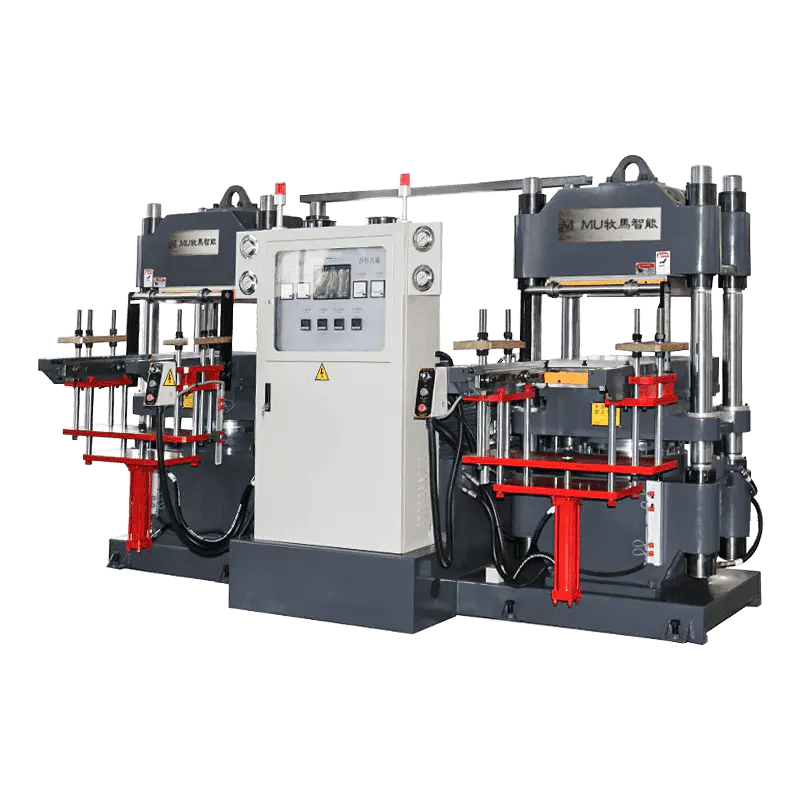
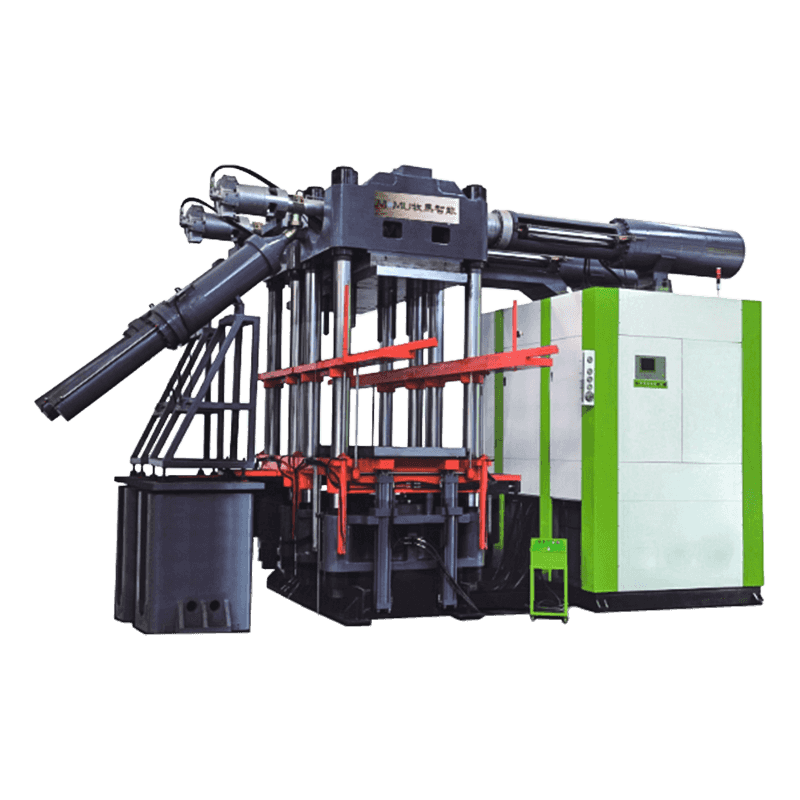
A ciekła silikonowa maszyna do zacisku formy jest zaprojektowany do wstrzykiwania i formowania dwuskładnikowa płynna silikonowa guma w określone kształty z wysoką precyzją. Maszyna zazwyczaj składa się z kilku kluczowych systemów:
- Jednostka zaciskowa: Trzyma i zabezpiecza formę podczas iniekcji, aby zapewnić spójne wymiary części i zapobiec tworzeniu się lampy błyskowej.
- Jednostka wtryskowa: Dostarcza precyzyjne ilości ciekłego silikonu do wnęki formy pod kontrolowanym ciśnieniem i temperaturą.
- System ogrzewania i chłodzenia: Utrzymuje optymalną temperaturę pleśni i materiału do utwardzania i uwalniania części.
- System sterowania: Monitors i reguluje prędkość wtrysku, ciśnienie, temperaturę i siłę mocowania, aby osiągnąć stałą jakość.
Ponieważ LSR zachowuje się inaczej niż termoplastiki, maszyny muszą działać w określonych warunkach, w tym precyzyjnej temperaturze pleśni, prędkości wtrysku i sile zacisków, co czyni konserwację i rozwiązywanie problemów za niezawodną produkcję.
2. Rutynowe praktyki konserwacji
Właściwa konserwacja jest niezbędna do długowieczności i wydajności płynnej silikonowej maszyny do zacisku formy. Poniżej znajdują się kluczowe praktyki konserwacji:
2.1 Codzienna konserwacja
- Wyczyść powierzchnie maszyny: Usuń wszelkie silikonowe resztki z dyszy wtryskowej, powierzchni pleśni i stolika maszynowego. Silikon może być lepki i może zakłócać wyrównanie formy lub powodować błysk, jeśli nie jest wyczyszczony.
- Sprawdź poziomy oleju hydraulicznego: Upewnij się, że układ hydrauliczny ma odpowiedni olej i że jakość oleju spełnia specyfikacje producenta. Niski lub zanieczyszczony olej może zmniejszyć wydajność zacisku i prowadzić do niespójnej jakości części.
- Sprawdź wyrównanie pleśni: Sprawdź, czy połówki pleśni są odpowiednio wyrównane w jednostce zaciskowej, aby zapobiec nierównomiernym zaciskom i defektom produktu.
- Smaruj ruchome części: Zastosuj zalecane przez producenta smary, aby prowadzić szyny, łożyska i połączenia mechaniczne w celu zmniejszenia zużycia i zapobiegania awarii mechanicznej.
2.2 Cotygodniowa konserwacja
- Sprawdź węże hydrauliczne i połączenia: Poszukaj wycieków, pęknięć lub rozluźnionych złączek, które mogą zagrozić sile zacisku i bezpieczeństwo maszyn.
- Sprawdź jednostki kontroli temperatury: Upewnij się, że grzejniki pleśni i czujniki temperatury działają prawidłowo, aby utrzymać jednolite utwardzanie.
- Zbadaj elementy elektryczne: Sprawdź okablowanie, złącza i czujniki pod kątem oznak zużycia, korozji lub przegrzania.
2,3 Miesięczna konserwacja
- Dokładność siły zacisków testowych: Użyj narzędzi kalibracyjnych, aby sprawdzić, czy jednostka zaciskająca wywiera prawidłową siłę formy. Ma to kluczowe znaczenie dla zapobiegania błyskowi i zapewnieniu spójności części.
- Wymień zużyte uszczelki i uszczelki: Hydrauliczne uszczelki i uszczelki pleśni mogą z czasem degradować z powodu ciepła i ciśnienia, potencjalnie powodując wycieki lub nierówne zaciskanie.
- Wyczyść i sprawdź jednostkę wtrysku: W razie potrzeby zdemontować dyszę wtrysku i tłok, aby usunąć nagromadzenie silikonu, które mogłyby utrudnić przepływ.
2.4 Roczna konserwacja
- Przegląd układu hydraulicznego: Wymień olej hydrauliczny, filtry i zużyte komponenty, aby utrzymać wydajność.
- Aktualizacja oprogramowania systemowego sterowania: Upewnij się, że system kontroli maszyn działa najnowsza wersja oprogramowania, która skorzystała z poprawy wydajności i diagnostyki.
- Kompleksowa inspekcja mechaniczna: Sprawdź stan szyn prowadzących, łożyska, śrub i płyt zaciskowych pod kątem oznak zużycia lub niewspółosiowości.

3. Powszechne problemy z rozwiązywaniem problemów
Nawet przy odpowiedniej konserwacji operatorzy mogą napotykać problemy podczas produkcji LSR. Zrozumienie typowych problemów i ich rozwiązań może zminimalizować przestoje.
3.1 Formacja Flash
Objawy: Nadmiar silikonu wycieka z wnęki pleśni, tworząc niechciany materiał wokół części.
Powoduje:
- Niewystarczająca siła zacisku
- Zużyte lub źle wyrównane formy
- Nieprawidłowe ciśnienie lub prędkość wtrysku
Rozwiązania: - Stopniowo zwiększaj siłę mocowania i upewnij się, że połówki pleśni są odpowiednio wyrównane
- Sprawdź krawędzie pleśni i wymień zużyte uszczelki lub uszczelki
- Dostosuj prędkość wtrysku i ciśnienie zgodnie ze specyfikacjami materiału
3.2 Krótkie strzały (niekompletne wypełnienie)
Objawy: Wnęki pleśni są częściowo wypełnione, co powoduje niepełne części.
Powoduje:
- Niskie ciśnienie wtrysku
- Zablokowana dysza wtrysku
- Niepoprawna temperatura pleśni lub lepkość silikonowa
Rozwiązania: - Zwiększyć ciśnienie wtrysku w zalecanych limitach
- Wyczyść dyszę i jednostkę wtrysku, aby usunąć przeszkody
- Dostosuj temperaturę formy i weryfikacja stosunku mieszanki silikonowej
3.3 część przyklejania się do formy
Objawy: Części nie zwalniają z formy, wymagające ręcznego usunięcia.
Powoduje:
- Nieodpowiednie agenci uwalniania pleśni
- Temperatura pleśni zbyt niska
- Niewystarczający czas utwardzania
Rozwiązania: - Zastosuj odpowiednie środki uwalniania formy zalecane do LSR
- Nieznacznie zwiększ temperaturę pleśni, aby uzyskać lepszy przepływ silikonu i utwardzanie
- Upewnij się, że odpowiedni czas utwardzania jest utrzymywany dla każdego cyklu
3.4 Awarie hydrauliczne lub mechaniczne
Objawy: Jednostka zaciskająca nie porusza się, występują spadki ciśnienia lub nieprawidłowe dźwięki.
Powoduje:
- Niski olej hydrauliczny lub zanieczyszczenie
- Zużyte uszczelki, łożyska lub połączenia mechaniczne
- Zablokowane lub ograniczone linie hydrauliczne
Rozwiązania: - Uzupełnij lub wymień olej hydrauliczny i czyste filtry
- Sprawdź i wymień zużyte uszczelki lub komponenty mechaniczne
- Sprawdź linie hydrauliczne pod kątem niedrożności i zapewnić odpowiedni przepływ płynu
3.5 Błędy elektryczne lub sterujące
Objawy: Maszyna zatrzymuje się nieoczekiwanie, wyświetla kody błędów lub pokazuje niespójne działanie.
Powoduje:
- Wadliwe czujniki lub okablowanie
- Oprogramowanie ustępuje w systemie sterowania
- Przegrzanie komponentów kontrolnych
Rozwiązania: - Sprawdź i napraw lub wymień wadliwe czujniki lub okablowanie
- Uruchom ponownie i zaktualizuj oprogramowanie do sterowania
- Zapewnij odpowiednie chłodzenie i wentylację paneli elektrycznych
4. Środki zapobiegawcze
Zapobieganie jest zawsze lepsze niż reaktywne rozwiązywanie problemów. Producenci mogą podjąć kilka kroków, aby zminimalizować przestoje maszyny:
- Szkolenie operatora: Upewnij się, że wszyscy operatorzy są przeszkoleni do obsługi materiałów LSR i zrozumienia ustawień maszyn, wymagań dotyczących zacisków i protokołów bezpieczeństwa.
- Regularna kalibracja: Okresowo kalibruj siłę mocowania, ciśnienie wtrysku i czujniki temperatury, aby utrzymać precyzję.
- Użyj wysokiej jakości materiałów LSR: Zanieczyszczenia lub nieprawidłowe mieszanki silikonowe mogą zatykać dysze lub wpływać na utwardzenie, co prowadzi do defektów i obciążenia maszynowego.
- Zaplanowane programy konserwacji: Wdrożenie rutynowych kontroli i konserwacji zapobiegawczej w oparciu o zalecenia producenta.
- Dokumentacja: Zachowaj szczegółowe zapisy działań konserwacyjnych, napraw i wymiany części, aby zidentyfikować powtarzające się problemy i zoptymalizować harmonogramy.
5. Rozważania bezpieczeństwa
Utrzymanie i rozwiązywanie problemów z płynną silikonową maszyną do zacisku formy wymaga starannej uwagi na bezpieczeństwo:
- Zawsze odłącz zasilanie i zasilanie hydrauliczne przed wykonaniem konserwacji.
- Używaj sprzętu ochronnego podczas obsługi gorących form, płynów hydraulicznych lub chemikaliów.
- Upewnij się, że ruchome części są unieruchomione podczas kontroli, aby zapobiec obrażeniu.
- Postępuj zgodnie z wytycznymi producenta w zakresie bezpiecznego działania i rozwiązywania problemów.
Przestrzeganie tych praktyk bezpieczeństwa zmniejsza ryzyko wypadków i zapewnia operatorom bezpieczne środowisko pracy.
6. Wniosek
Właściwe utrzymanie i rozwiązywanie problemów z płynną silikonową maszyną do zacisku formy są niezbędne do spójnej produkcji LSR wysokiej jakości. Podążając za codziennymi, cotygodniowymi, miesięcznymi i rocznymi procedurami konserwacyjnymi, operatorzy mogą przedłużyć żywotność maszynową, zmniejszać wady i maksymalizować wydajność produkcji. Częste problemy, takie jak Flash, krótkie strzały, przyklejanie części, awarie hydrauliczne i błędy elektryczne, można skutecznie zarządzać poprzez zrozumienie ich przyczyn i stosując ukierunkowane rozwiązania.
Środki zapobiegawcze, w tym szkolenie operatora, zaplanowana kalibracja, wysokiej jakości materiały LSR i kompleksowa dokumentacja, dodatkowo zwiększają niezawodność maszyny. W połączeniu z przestrzeganiem protokołów bezpieczeństwa, praktyki te zapewniają, że płynne maszyny do zacisku silikonowego nadal działają płynnie, dostarczając precyzyjne, trwałe i wysokiej jakości produkty silikonowe dla szerokiej gamy branż.
Z odpowiednią dbałością o konserwację i rozwiązywanie problemów, producenci mogą optymalizować wydajność, skrócić przestoje i utrzymywać konkurencyjne zalety produkcji wysokiej jakości komponentów LSR.