Wtryskarki do izolatorów stanowią krytyczny postęp w produkcji komponentów elektrycznych, szczególnie w zakresie wytwarzania wysokiej jakości materiałów izolacyjnych stosowanych w przesyle energii, systemach dystrybucyjnych i różnych zastosowaniach elektrycznych. Te wyspecjalizowane maszyny łączą precyzyjną inżynierię z zaawansowaną technologią przetwarzania polimerów, aby stworzyć komponenty izolatorów, które spełniają rygorystyczne normy bezpieczeństwa elektrycznego i wymagania dotyczące wydajności. Ewolucja tych maszyn zmieniła sposób, w jaki producenci podchodzą do produkcji izolatorów, umożliwiając zwiększenie wydajności, lepszą spójność i ulepszone właściwości materiałów, które są niezbędne w nowoczesnej infrastrukturze elektrycznej.
Globalne zapotrzebowanie na niezawodne izolatory elektryczne stale rośnie wraz z rozbudową sieci energetycznych i upowszechnianiem się systemów energii odnawialnej. Technologia formowania wtryskowego stała się preferowaną metodą produkcji ze względu na jej zdolność do wytwarzania złożonych geometrii z doskonałą dokładnością wymiarową przy jednoczesnym zachowaniu krytycznych właściwości dielektrycznych wymaganych do izolacji elektrycznej. Zrozumienie możliwości, kryteriów wyboru i względów operacyjnych tych maszyn jest niezbędne dla producentów pragnących zoptymalizować swoje procesy produkcyjne i dostarczać na rynek najwyższej jakości produkty izolacyjne.
Zrozumienie podstawowej technologii formowania wtryskowego izolatorów
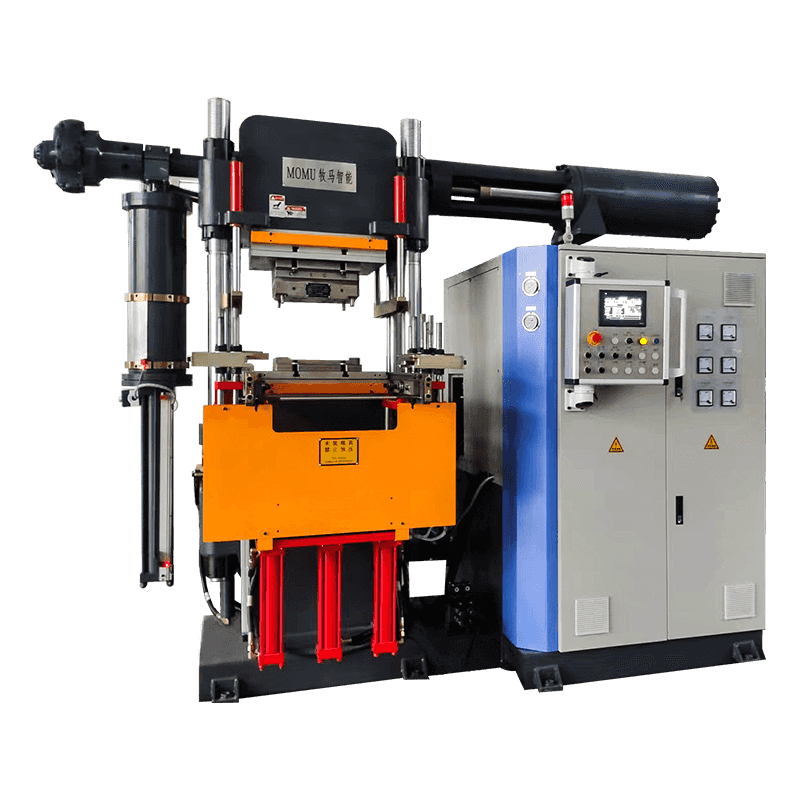
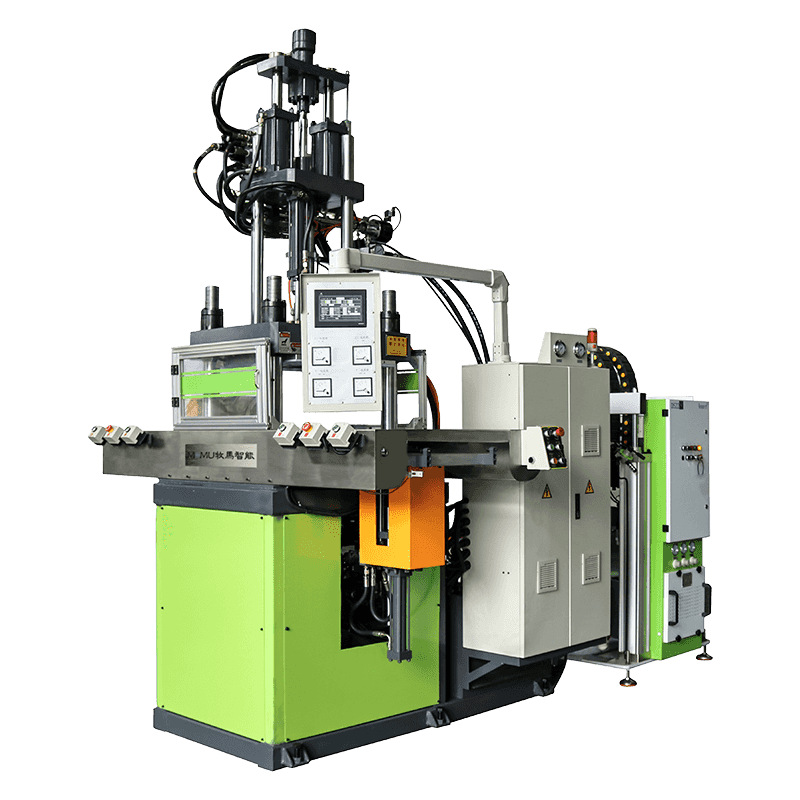
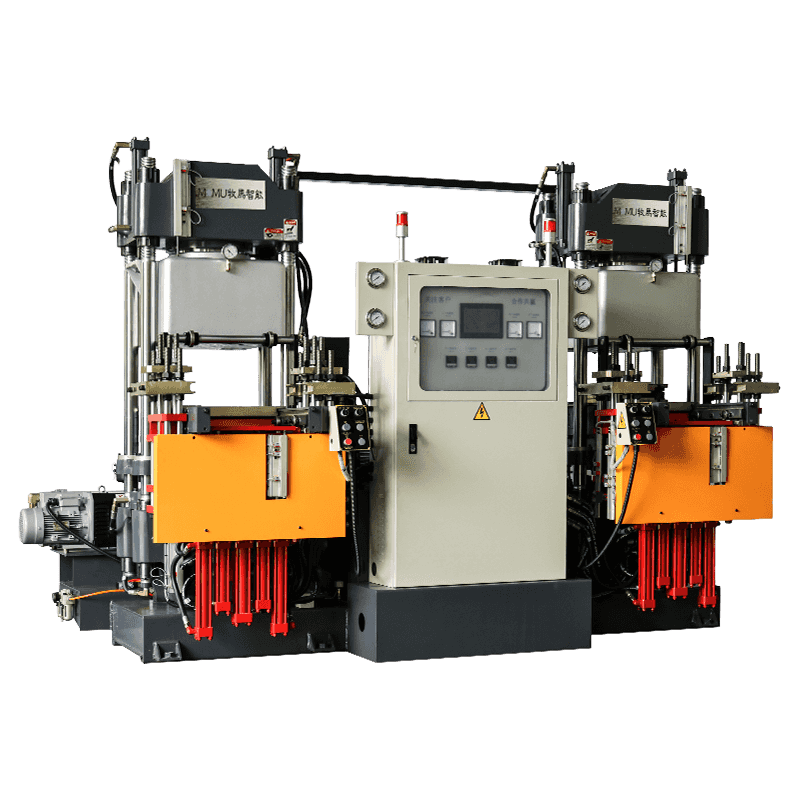
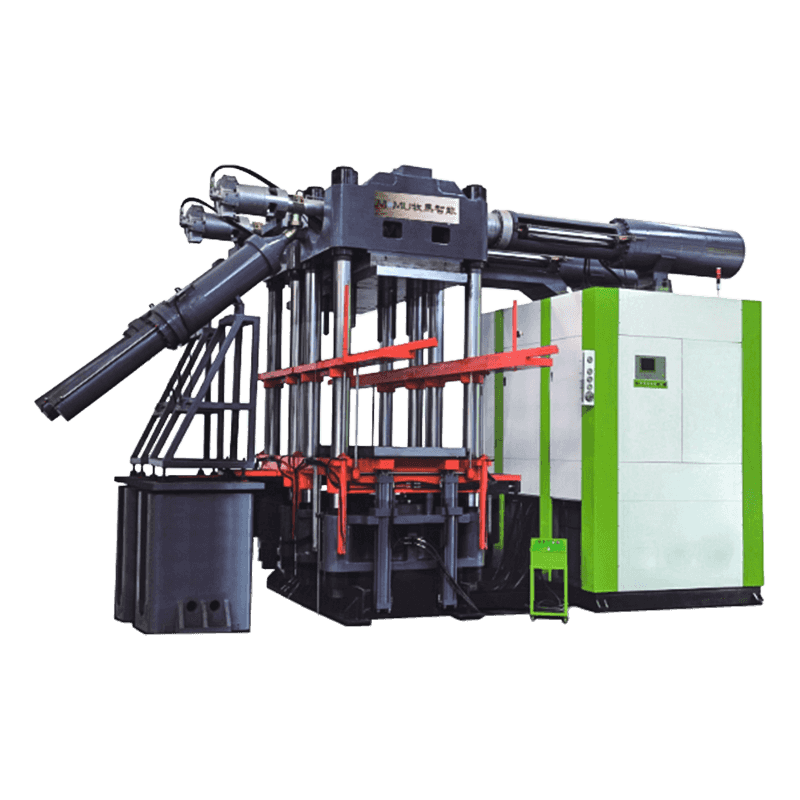
Wtryskarki izolatorów działają na podstawowych zasadach dostosowanych specjalnie do przetwarzania materiałów termoplastycznych i termoutwardzalnych o doskonałych właściwościach izolacyjnych. Proces rozpoczyna się od wprowadzenia surowców polimerowych, zazwyczaj żywic epoksydowych, kauczuku silikonowego, polietylenu lub innych specjalistycznych związków, do ogrzewanego beczki, gdzie są topione i homogenizowane. Stopiony materiał jest następnie wtryskiwany pod wysokim ciśnieniem do precyzyjnie zaprojektowanych form, które określają ostateczny kształt i wymiary elementu izolatora.
Tym, co odróżnia wtryskarki izolatorów od standardowych urządzeń do wtryskiwania, jest ich wyspecjalizowana konfiguracja do obsługi materiałów o określonych właściwościach elektrycznych i termicznych. Maszyny te zawierają precyzyjne systemy kontroli temperatury, które utrzymują optymalne warunki przetwarzania polimerów izolacyjnych, które często mają wąskie okna przetwarzania. Jednostki wtryskowe są zaprojektowane do obsługi materiałów o różnej lepkości i mogą obejmować takie funkcje, jak odgazowywanie próżniowe w celu wyeliminowania kieszeni powietrznych, które mogłyby pogorszyć wytrzymałość dielektryczną.
Układ mocowania w tych maszynach musi zapewniać wystarczającą siłę, aby utrzymać formy zamknięte podczas wtryskiwania, jednocześnie uwzględniając właściwości rozszerzalności cieplnej materiałów izolacyjnych. Nowoczesne maszyny są zazwyczaj wyposażone w serwohydrauliczne lub całkowicie elektryczne układy napędowe, które zapewniają precyzyjną kontrolę prędkości wtrysku, ciśnienia i czasu przetrzymywania – parametrów, które bezpośrednio wpływają na właściwości elektryczne produktu końcowego, wytrzymałość mechaniczną i wykończenie powierzchni.
Kluczowe materiały przetwarzane w procesie formowania wtryskowego izolatorów
Wybór odpowiednich materiałów izolacyjnych ma kluczowe znaczenie dla udanej produkcji izolatorów. Różne zastosowania wymagają materiałów o określonych właściwościach elektrycznych, mechanicznych i odporności na środowisko. Zrozumienie tych materiałów pomaga producentom wybrać odpowiednią konfigurację maszyny i parametry przetwarzania.
| Rodzaj materiału | Podstawowe zastosowania | Kluczowe właściwości |
| Żywice epoksydowe | Izolatory wysokiego napięcia, przepusty | Doskonała wytrzymałość dielektryczna, stabilność termiczna |
| Guma silikonowa | Izolatory zewnętrzne, akcesoria kablowe | Odporność na warunki atmosferyczne, hydrofobowość, elastyczność |
| Polietylen (PE) | Izolacja kabli, elementy niskonapięciowe | Niska strata dielektryczna, odporność na wilgoć |
| Związki BMC/DMC | Części wyłączników automatycznych, rozdzielnica | Odporność na łuk, stabilność wymiarowa |
Każda kategoria materiału wymaga określonej konfiguracji maszyny i parametrów przetwarzania. Materiały termoutwardzalne, takie jak żywice epoksydowe i związki BMC, wymagają maszyn ze specjalistycznymi konstrukcjami śrub i profilami grzewczymi do inicjowania i kontrolowania procesu utwardzania w formie. Materiałów tych nie można przetapiać po utwardzeniu, co sprawia, że kontrola procesu ma kluczowe znaczenie w celu zminimalizowania odpadów i zapewnienia stałej jakości. Z drugiej strony materiały termoplastyczne, takie jak polietylen, zapewniają elastyczność ponownego przetwarzania, ale wymagają precyzyjnej kontroli chłodzenia, aby osiągnąć optymalną krystaliczność i właściwości elektryczne.
Krytyczne specyfikacje maszyn i kryteria wyboru
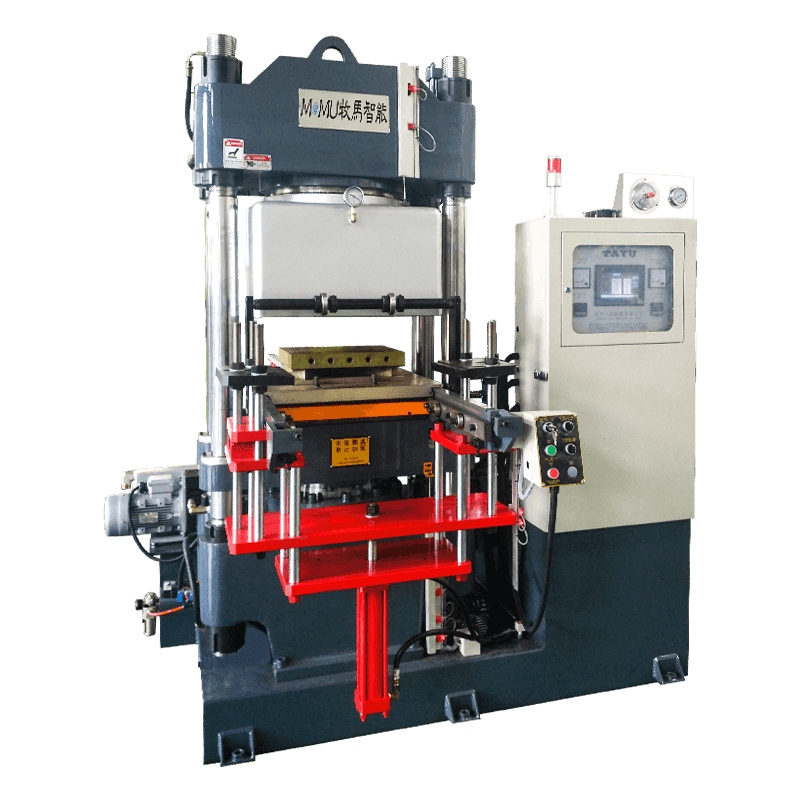
Wybór odpowiedniej wtryskarki do izolatorów wymaga dokładnego rozważenia wielu specyfikacji technicznych, które są zgodne z wymaganiami produkcyjnymi i charakterystyką produktu. Siła zaciskania stanowi jedną z najbardziej podstawowych specyfikacji i zwykle waha się od 50 do 2000 ton przy produkcji izolatorów. Parametr ten musi być wystarczający, aby przeciwdziałać ciśnieniu wtrysku i zapobiegać oddzielaniu się formy, co mogłoby powodować powstawanie wypływek i niedokładności wymiarowe. Wymagana siła mocowania zależy od przewidywanej powierzchni części i ciśnienia wtrysku potrzebnego do wypełnienia skomplikowanych geometrii.
Wydajność wtrysku i wielkość wtrysku określają maksymalną ilość materiału, jaką można wstrzyknąć w jednym cyklu. W przypadku produkcji izolatorów specyfikacja ta musi uwzględniać nie tylko objętość części, ale także system prowadnic i wszelkie potencjalne odpady. Zwykle wybiera się maszyny, w których wykorzystanie wydajności śrutu wynosi 40–70%, aby zapewnić stałą plastyfikację i uniknąć degradacji materiału w wyniku nadmiernego czasu przebywania w cylindrze.
Przy ocenie specyfikacji maszyny istotne są następujące czynniki:
- Konstrukcja ślimaka i stosunek L/D odpowiedni dla konkretnego materiału izolacyjnego, ze specjalistycznymi śrubami do związków termoutwardzalnych o obniżonym stopniu sprężania i zaworami zwrotnymi dostosowanymi do materiałów reaktywnych
- Strefy kontroli temperatury o wystarczającej wydajności grzewczej i chłodzącej, aby utrzymać precyzyjne profile termiczne, szczególnie krytyczne w przypadku materiałów o wąskich oknach przetwarzania
- Możliwości kontroli prędkości wtrysku i ciśnienia, które umożliwiają wielostopniowe profile wtrysku w celu optymalizacji wzorców przepływu i minimalizacji naprężeń wewnętrznych
- Systemy kontroli temperatury formy, które mogą utrzymywać stałą temperaturę na dużych powierzchniach formy, często wymagające zewnętrznych jednostek kontroli temperatury z możliwością ogrzewania i chłodzenia
- Zaawansowany system sterowania z rejestracją danych, monitorowaniem procesów i integracją kontroli jakości w celu zapewnienia identyfikowalności i spójnej produkcji
Optymalizacja procesów produkcyjnych wysokiej jakości izolatorów
Osiągnięcie stałej jakości w produkcji izolatorów wymaga skrupulatnej optymalizacji parametrów procesu wtrysku. Zależność między warunkami przetwarzania a właściwościami produktu końcowego jest złożona, a wiele zmiennych oddziałuje na siebie, wpływając na parametry elektryczne, wytrzymałość mechaniczną i dokładność wymiarową. Zarządzanie temperaturą jest prawdopodobnie najważniejszym czynnikiem wpływającym na charakterystykę przepływu materiału, szybkość utwardzania materiałów termoutwardzalnych i zachowanie podczas krystalizacji tworzyw termoplastycznych.
Profile temperatury beczki należy dokładnie ustalić w oparciu o konkretny przetwarzany materiał. W przypadku izolatorów epoksydowych temperaturę zazwyczaj utrzymuje się w zakresie 80–120°C, aby zachować płynność żywicy bez przedwczesnego utwardzania. Temperatury form w przypadku materiałów termoutwardzalnych są znacznie wyższe, często 150–180°C, aby ułatwić całkowite utwardzenie w akceptowalnym czasie cyklu. Te podwyższone temperatury formy wymagają specjalistycznych systemów grzewczych i izolacji, aby utrzymać stabilność termiczną i bezpieczeństwo operatora.

Optymalizacja prędkości wtrysku i ciśnienia
Faza wtrysku ma decydujący wpływ na wewnętrzną strukturę produktu końcowego i jakość powierzchni. Wysokie prędkości wtrysku mogą powodować powstawanie strumieni, ślady płynięcia i nadmierne nagrzewanie przy ścinaniu, co może spowodować degradację polimeru lub utworzenie słabych powierzchni międzyfazowych. I odwrotnie, zbyt wolne wtryskiwanie może skutkować niepełnym wypełnieniem, zwłaszcza w przypadku skomplikowanych geometrii o cienkich przekrojach lub długich ścieżkach przepływu. Wielostopniowe profile wtrysku pozwalają producentom zrównoważyć te konkurencyjne wymagania, stosując wyższe prędkości do napełniania luzem, a następnie mniejsze prędkości w miarę zbliżania się ukończenia formy.
Ciśnienie i czas trzymania zapewniają odpowiednie wypełnienie gniazda formy w miarę stygnięcia i kurczenia się materiału. W przypadku izolatorów właściwe uszczelnienie jest niezbędne, aby zminimalizować puste przestrzenie i zachować tolerancje wymiarowe. Ciśnienie docisku mieści się zazwyczaj w zakresie 40-70% maksymalnego ciśnienia wtrysku i jest utrzymywane do momentu zestalenia się przegrody, zapobiegając przepływowi wstecznemu i kompensując skurcz objętościowy.
Rozważania dotyczące projektowania form dla izolatorów elektrycznych
Forma stanowi kluczowy element systemu formowania wtryskowego izolatorów, bezpośrednio wpływający na jakość produktu, wydajność produkcji i koszty produkcji. Formy izolatorów muszą być projektowane ze szczególną dbałością o wymagania elektryczne, uwzględniając funkcje sprzyjające równomiernemu rozkładowi materiału, minimalizujące koncentrację naprężeń i ułatwiające całkowite wypełnienie złożonych geometrii, takich jak klosze, żebra i interfejsy sprzętu montażowego.
Konstrukcja i lokalizacja bramy znacząco wpływają na właściwości produktu końcowego. W przypadku izolatorów przewężki są zwykle rozmieszczone tak, aby zapewnić zrównoważone wypełnienie i zminimalizować linie spawania w obszarach narażonych na duże naprężenia. W przypadku dużych izolatorów można zastosować wiele systemów bramek, aby zmniejszyć ciśnienie wtrysku i poprawić dystrybucję materiału. Typ bramy — krawędziowy, podwodny czy gorącokanałowy — należy wybrać w oparciu o właściwości materiału, geometrię części i wymagania estetyczne.
Wentylacja jest szczególnie istotna w przypadku form izolacyjnych ze względu na wymagania dielektryczne produktu końcowego. Uwięzione powietrze może tworzyć puste przestrzenie, które skupiają naprężenia elektryczne i prowadzą do przedwczesnej awarii. Odpowiednie kanały odpowietrzające, zwykle o głębokości 0,02–0,05 mm, muszą być umieszczone w punktach zakończenia przepływu i wokół kołków rdzenia, a jednocześnie muszą być wystarczająco płytkie, aby zapobiec wypływowi materiału.
Kontrola jakości i standardy testowania
Zapewnienie jakości w produkcji izolatorów wykracza poza weryfikację wymiarową i obejmuje badania elektryczne i weryfikację właściwości materiału. Nowoczesne operacje formowania wtryskowego izolatorów obejmują systemy monitorowania in-line, które śledzą krytyczne parametry procesu w czasie rzeczywistym, zapewniając natychmiastową informację zwrotną na temat stabilności procesu i umożliwiając szybką interwencję w przypadku wystąpienia odchyleń.
Protokoły testów elektrycznych izolatorów formowanych zazwyczaj obejmują badanie wytrzymałości dielektrycznej, które weryfikuje zdolność materiału do wytrzymywania określonych poziomów napięcia bez awarii. Testowanie to przeprowadza się na przykładowych częściach z każdej partii produkcyjnej przy użyciu skalibrowanego sprzętu testowego wysokiego napięcia. Dodatkowe testy elektryczne mogą obejmować pomiary rezystywności powierzchniowej i objętościowej, ocenę rezystancji śledzenia i testy wyładowań niezupełnych w zastosowaniach wysokiego napięcia.
Testy właściwości mechanicznych zapewniają, że izolatory wytrzymają naprężenia instalacyjne i obciążenia eksploatacyjne. Typowe testy obejmują pomiary wytrzymałości na rozciąganie, wytrzymałości na zginanie i odporności na uderzenia. Testy środowiskowe symulują skutki starzenia poprzez przyspieszone warunki atmosferyczne, cykle termiczne i narażenie na chemikalia lub promieniowanie UV, potwierdzając długoterminową niezawodność działania izolatora.
Najlepsze praktyki w zakresie konserwacji i eksploatacji
Utrzymanie wtryskarek izolatorów w optymalnym stanie wymaga systematycznych programów konserwacji zapobiegawczej, które dotyczą zarówno układów mechanicznych, jak i termicznych. Regularne przeglądy i serwisowanie zapobiegają nieoczekiwanym przestojom i zapewniają stałą jakość produktu. Układy hydrauliczne wymagają okresowych wymian oleju, wymiany filtrów i prób ciśnieniowych, aby zachować czułą kontrolę i zapobiec zanieczyszczeniu. Maszyny serwoelektryczne wymagają regularnej kontroli śrub kulowych, prowadnic liniowych i komponentów elektrycznych, aby zapewnić precyzję i niezawodność.
Zespół cylindra i śruby wymaga szczególnej uwagi ze względu na narażenie na działanie wysokich temperatur i ściernych wypełniaczy powszechnych w masach izolacyjnych. Regularna kontrola pod kątem zużycia, odpowiednie procedury czyszczenia pomiędzy zmianami materiału i terminowa wymiana zużytych komponentów zapobiegają problemom z jakością i zanieczyszczeniem materiału. Czujniki temperatury i elementy grzejne należy okresowo kalibrować, aby zapewnić dokładną kontrolę termiczną.
Szkolenie operatorów stanowi często niedoceniany aspekt udanej produkcji izolatorów. Dobrze wyszkolony personel może zidentyfikować wczesne sygnały ostrzegawcze odchyleń od procesu, odpowiednio zareagować na problemy z jakością i zoptymalizować ustawienia maszyny dla nowych produktów lub materiałów. Kompleksowe programy szkoleniowe powinny obejmować obsługę maszyn, protokoły bezpieczeństwa, obsługę materiałów, procedury kontroli jakości i podstawowe techniki rozwiązywania problemów. Dokumentacja parametrów procesu, czynności konserwacyjnych i wskaźników jakości umożliwia ciągłe doskonalenie i dostarcza cennych danych do optymalizacji procesów i rozwiązywania problemów.