Co zasadniczo wyróżnia formowanie wtryskowe LSR?
Formowanie wtryskowe płynnej gumy silikonowej (LSR) to precyzyjny proces produkcyjny, który różni się od konwencjonalnego formowania wtryskowego tworzyw termoplastycznych niemal pod każdym krytycznym parametrem. Podczas gdy formowanie termoplastyczne wtryskuje podgrzany materiał do schłodzonej formy w celu zestalenia, formowanie LSR działa odwrotnie: zimny, dwuskładnikowy ciekły związek silikonowy jest wtryskiwany do ogrzanej formy, gdzie przechodzi reakcję sieciowania addycyjnego i trwale wulkanizuje w elastyczną, trwałą część elastomerową. Ta inwersja termiczna — wtrysk na zimno do gorącej formy — definiuje całą architekturę maszyny, filozofię projektowania form i strategię kontroli procesu wymaganą do pomyślnej produkcji LSR. Zrozumienie tej zasadniczej zmiany jest punktem wyjścia dla każdego, kto określa, obsługuje lub projektuje wtryskarkę LSR.
Związki LSR są dostarczane w postaci systemów dwuczęściowych: Część A zawiera polimer bazowy z katalizatorem platynowym, a Część B zawiera pakiet środka sieciującego i inhibitora. Te dwa składniki są przechowywane oddzielnie, aby zapobiec przedwczesnemu utwardzeniu, dozowane w stosunku 1:1 przez system dozowania maszyny, mieszane w mieszalniku statycznym bezpośrednio przed wtryskiem i dostarczane do formy w termicznie kondycjonowanym, ściśle kontrolowanym przepływie. Cały system przenoszenia materiału i wtrysku musi być utrzymywany w temperaturze od 5°C do 25°C, aby zapobiec przedwczesnemu żelowaniu, podczas gdy forma jednocześnie pracuje w temperaturze od 150°C do 220°C, aby zapewnić szybkie pełne utwardzenie. Zarządzanie tym kontrastem termicznym w całej maszynie i formie jest głównym wyzwaniem inżynieryjnym w procesie formowania wtryskowego LSR.
Podstawowe elementy wtryskarki LSR
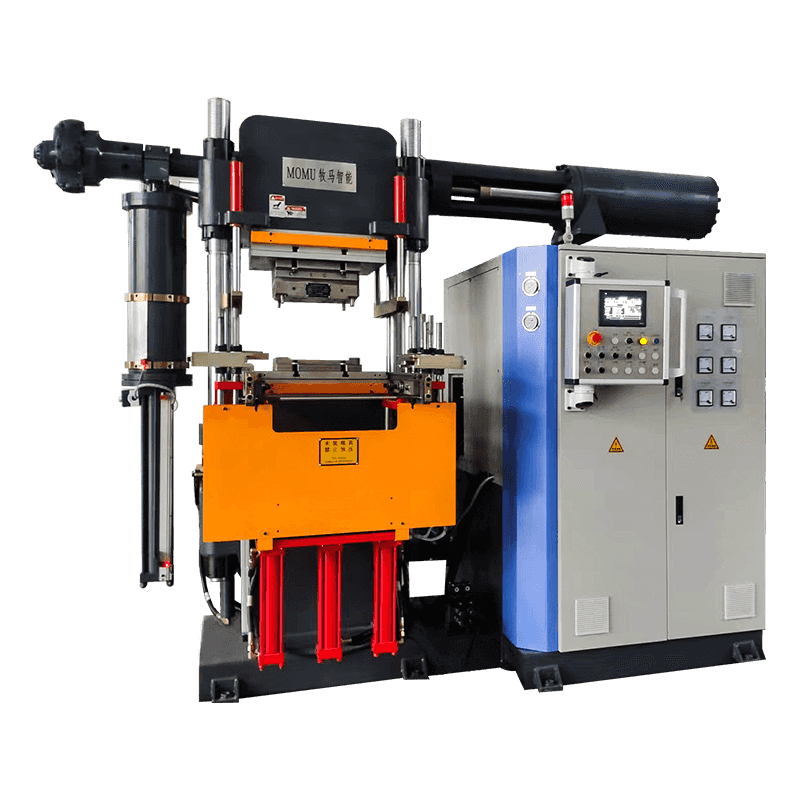
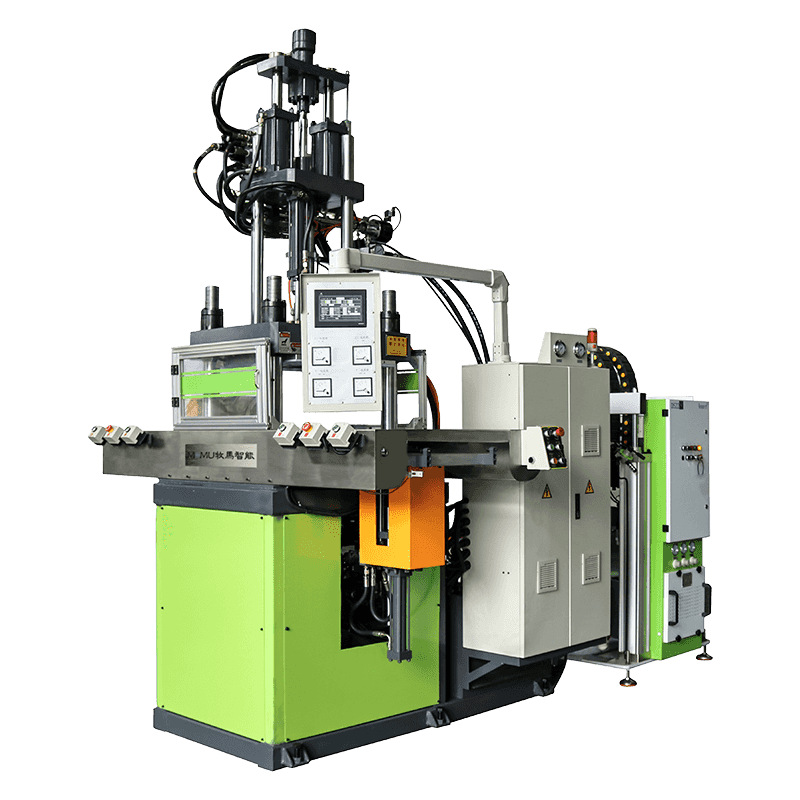
An Wtryskarka LSR to zintegrowany system składający się z kilku podsystemów, które muszą ściśle ze sobą współpracować, aby zapewnić stałą jakość części. W przeciwieństwie do standardowej wtryskarki termoplastycznej, w której cylinder i ślimak dokonują plastyfikacji i wtryskiwania, jednostka wtryskowa maszyny LSR została zaprojektowana specjalnie do tłoczenia wrażliwej termicznie cieczy dwuskładnikowej o niskiej lepkości. Każdy podsystem odgrywa w tym procesie specyficzną i niezastąpioną rolę.
Dwuskładnikowy system dozowania i dozowania
System dozowania pobiera część A i część B z beczek lub wiader zasilających za pomocą płytek dozujących, które utrzymują stały nacisk na powierzchnię materiału i zapobiegają przedostawaniu się powietrza. Precyzyjne pompy zębate lub tłokowe pompy dozujące dostarczają oba składniki jednocześnie w precyzyjnie kontrolowanym stosunku objętościowym 1:1, przy dokładności proporcji zwykle utrzymywanej w granicach ±1%, aby zapewnić stałą gęstość usieciowania i końcową twardość. Wiele systemów zawiera również linię dozowania pigmentu — trzeci strumień dozujący, który wprowadza przedmieszkę kolorową lub dodatki funkcjonalne do głowicy mieszającej w programowalnych proporcjach, umożliwiając produkcję wielu kolorów lub dozowanych dodatków bez ręcznego przygotowywania mieszanki. Czujniki ciśnienia i przepływomierze w całym obwodzie dozowania dostarczają w czasie rzeczywistym informacji zwrotnych, które wyzwalają alarmy i zatrzymują maszynę w przypadku wykrycia dryftu proporcji lub anomalii przepływu.

Statyczny system mieszania i zimnego kanału
Po odmierzeniu oba składniki przechodzą przez jednorazowy mieszalnik statyczny — rurkę zawierającą szereg spiralnych elementów mieszających, które stopniowo dzielą i ponownie łączą strumienie materiału, aż do uzyskania całkowicie jednorodnego wymieszania, zazwyczaj w zakresie od 20 do 40 elementów mieszających w zależności od lepkości mieszanki i pożądanej jakości mieszanki. Wymieszana mieszanka następnie wchodzi do układu zimnego kanału w formie, który stanowi izolowany termicznie kolektor, utrzymywany w tej samej niskiej temperaturze co cylinder wtryskowy – zwykle poniżej 20°C – przy użyciu obwodów chłodzenia wodą, które działają niezależnie od kontroli temperatury gorącej formy. Zimnokanał zatrzymuje nieutwardzony LSR pomiędzy wtryskami, zapobiegając marnowaniu materiału i umożliwiając automatyczne oddzielanie, ponieważ wlew zimnego kanału i wlewy pozostają płynne i są wycofywane wraz z otwarciem formy, nie pozostawiając żadnych utwardzonych resztek wlewu do przycięcia lub recyklingu.
Beczka wtryskowa i śruba tłokowa
Cylinder wtryskowy otrzymuje zmieszaną mieszankę LSR z kolektora zimnego kanału i wykorzystuje śrubę tłokową o niskim stopniu sprężania do gromadzenia dawki materiału i wtryskiwania go do wnęk formy. W przeciwieństwie do ślimaków termoplastycznych, które są przeznaczone do wytwarzania ciepła przez ścinanie, ślimaki wtryskowe LSR mają bardzo niski stopień sprężania (zwykle od 1:1 do 1,2:1) i są przeznaczone do przenoszenia materiału przy minimalnym nagrzewaniu ścinającym, aby uniknąć przedwczesnego utwardzania w cylindrze. Cały zespół beczki jest chłodzony wodą, aby utrzymać temperaturę materiału poniżej progu aktywacji katalizatora platynowego. Dokładność wielkości wtrysku ma kluczowe znaczenie w przypadku formowania LSR, ponieważ materiał ma bardzo niską lepkość i będzie migał nawet przez małe szczeliny, jeśli objętość wtrysku przekracza objętość wnęki – typowe ciśnienie wtrysku dla LSR mieści się w zakresie od 100 do 250 barów, czyli znacznie mniej niż ciśnienia wtrysku tworzyw termoplastycznych.
Zasady projektowania form specyficzne dla przetwarzania LSR
Projektowanie form LSR opiera się na zasadach, które pod wieloma względami są odwrotnością projektowania form termoplastycznych. Ponieważ LSR nieznacznie kurczy się podczas utwardzania (zwykle 2–4% skurczu liniowego w zależności od związku i warunków utwardzania) i ma wyjątkowo niską lepkość w stanie nieutwardzonym, forma musi zostać zaprojektowana z węższymi tolerancjami linii podziału, bardziej agresywnymi strategiami odpowietrzania oraz architekturą termiczną, która sprzyja szybkiemu i równomiernemu utwardzaniu w całej komorze. Do budowy form zazwyczaj wykorzystuje się hartowaną stal narzędziową klasy P20 lub H13, z powierzchniami wnęk wypolerowanymi do Ra 0,05 µm lub lepszej, aby uzyskać wymagane wykończenie powierzchni części LSR klasy medycznej, optycznej lub konsumenckiej.
Tolerancje linii podziału i zapobieganie wypływom
Niska lepkość LSR — zwykle od 50 000 do 300 000 mPa·s w temperaturze wtrysku — oznacza, że będzie on penetrował szczeliny o wielkości zaledwie 0,004 mm pod ciśnieniem wtrysku, tworząc wypływkę, która jest niezwykle cienka, trudna do przycięcia i niedopuszczalna w zastosowaniach precyzyjnych. Powierzchnie linii podziału muszą być oszlifowane na płasko z dokładnością do 0,005 mm w poprzek powierzchni formy, a siła docisku musi być wystarczająca, aby utrzymać linię podziału zamkniętą przed ciśnieniem wnęki podczas wtrysku i utwardzania. Wymaganą siłę mocowania oblicza się na podstawie przewidywanej powierzchni części i szczytowego ciśnienia wnęki, przy zastosowaniu typowego współczynnika bezpieczeństwa od 1,5 do 2. W przypadku wielogniazdowej formy LSR produkującej małe komponenty medyczne, siły zwarcia od 50 do 150 ton są powszechne nawet w przypadku maszyn o niewielkich rozmiarach wtrysku.
Strategia wentylacji w celu ewakuacji powietrza
Powietrze uwięzione we wnękach formy LSR nie może uciec przez materiał, jak ma to miejsce w niektórych procesach termoplastycznych, w których gaz jest wchłaniany do stopionego materiału. Powietrze uwięzione w LSR powoduje powstawanie pustych przestrzeni, niepełnego wypełnienia i defektów powierzchni, które są szczególnie widoczne w przezroczystych lub półprzezroczystych masach LSR. W projektowaniu form LSR stosowane są dwie strategie odpowietrzania: odpowietrzanie pasywne poprzez precyzyjnie oszlifowane odpowietrzniki linii podziału o głębokości od 0,003 do 0,005 mm umieszczone w miejscach ostatniego napełnienia oraz odpowietrzanie aktywne próżniowe, w którym pompa próżniowa opróżnia zamknięte wnęki formy przez dedykowane kanały odpowietrzające bezpośrednio przed wtryskiem. Formowanie LSR wspomagane próżniowo jest obowiązkowe w przypadku części o złożonej geometrii, cienkich ściankach poniżej 0,5 mm lub zastosowań, w których wymaganiem jakościowym jest zerowa zawartość pustych przestrzeni, np. w przypadku wszczepialnych komponentów medycznych.
Projekt termiczny i układ systemu grzewczego
Jednolita temperatura formy jest niezbędna do zapewnienia stałej szybkości utwardzania we wszystkich gniazdach, szczególnie w przypadku narzędzi wielogniazdowych, w których różnice temperatur pomiędzy gniazdami pozwalają uzyskać części o różnej twardości, skurczu i właściwościach mechanicznych. Elektryczne grzejniki kasetowe to najpopularniejsza metoda ogrzewania form LSR, instalowane w precyzyjnie rozmieszczonych wzorach, które zapewniają jednorodność temperatury w zakresie ± 3°C na powierzchni gniazda, mierzonej w ustalonych warunkach produkcji. Sterowniki temperatury formy przeznaczone do pracy z LSR utrzymują dokładność nastawy na poziomie ±1°C i szybko reagują na odprowadzanie ciepła spowodowane wtryskiwaniem zimnego LSR na gorącą powierzchnię formy w każdym cyklu. Umieszczenie termopary w odległości 5 mm od powierzchni wnęki — a nie w podstawie formy — zapewnia bardziej reprezentatywne sprzężenie zwrotne dotyczące temperatury wnęki i ściślejszą kontrolę.
Kluczowe parametry procesu i ich wpływ na jakość części
Kontrolowanie procesu formowania wtryskowego LSR w celu wytworzenia spójnych, wolnych od wad części wymaga zrozumienia, w jaki sposób każdy parametr procesu wpływa na wynik końcowy. Poniższa tabela podsumowuje parametry krytyczne, ich typowe zakresy robocze i atrybuty jakości, na które przede wszystkim wpływają:
| Parametr | Typowy zasięg | Podstawowy efekt jakościowy |
| Temperatura formy | 150–220°C | Kompletność utwardzania, czas cyklu, skurcz |
| Prędkość wtrysku | Prędkość ślimaka 10–80 mm/s | Bilans napełnienia, uwięzienie powietrza, ryzyko rozbłysku |
| Ciśnienie wtrysku | 100–250 barów | Wypełnienie ubytku, błysk linii podziału |
| Czas leczenia | 15–90 sekund | Właściwości mechaniczne, rozdzieranie części |
| Temperatura materiału (beczka) | 5–25°C | Żywotność, zapobieganie przedwczesnemu żelowaniu |
| Stosunek dozowania (A:B) | 1:1 ± 1% | Twardość, gęstość usieciowania, odkształcenie po ściskaniu |
Czas utwardzania ma szczególne znaczenie, ponieważ niedostatecznie utwardzone części LSR rozrywają się podczas wyjmowania z formy, natomiast nadmierne utwardzanie marnuje czas cyklu bez znaczącej poprawy właściwości mechanicznych po osiągnięciu pełnej gęstości usieciowania. Minimalny czas utwardzania dla danej temperatury formy ustala się poprzez badanie utwardzania, podczas którego części są wyjmowane z formy w coraz krótszych odstępach czasu i testowane pod kątem wytrzymałości na rozdarcie i odkształcenia po ściskaniu, aż do określenia minimalnego akceptowalnego czasu utwardzania. Podczas produkcji do minimalnego czasu utwardzania dodaje się margines bezpieczeństwa wynoszący 10–15%, aby uwzględnić normalne wahania procesu.
Projektowanie części LSR pod kątem możliwości formowania i wydajności
Projekt części do formowania wtryskowego LSR wymaga uwzględnienia unikalnej kombinacji wysokiej elastyczności, niskiego modułu i znacznego skurczu po utwardzaniu. W przypadku LSR stosuje się kilka zasad projektowania, które różnią się od wytycznych projektowych dotyczących gumy silikonowej termoplastycznej i formowanej ciśnieniowo:
- Jednorodność grubości ścianki: LSR łatwo przepływa w cienkie sekcje, ale bardzo niejednorodna grubość ścianki powoduje zróżnicowane szybkości utwardzania i naprężenia szczątkowe, które powodują wypaczenie po wyjęciu z formy. Utrzymanie zmienności grubości ścianki w stosunku maksymalnie 3:1 – a najlepiej 2:1 – w całej części minimalizuje ten efekt. Przejścia pomiędzy grubymi i cienkimi sekcjami powinny być stopniowe i promieniowe, a nie gwałtowne.
- Kąty pochylenia do rozformowania: Chociaż wysoka elastyczność LSR oznacza, że można go rozciągać na podcięciach i wyrywać z formy, kąty natarcia od 3° do 5° na stronę na ścianach wewnętrznych zmniejszają wymaganą siłę rozformowania i wydłużają żywotność formy. W przypadku powierzchni teksturowanych lub klejonych zaleca się większe kąty pochylenia od 5° do 10°, aby zapobiec rozdarciu tekstury powierzchni podczas wyrzucania części.
- Lokalizacja i rozmiar bramy: Bramy LSR powinny być umieszczone w najgrubszym przekroju części, aby umożliwić przepływ materiału od grubego do cienkiego, zmniejszając ryzyko krótkich strzałów w drobnych elementach. Bramy tunelowe i zasuwy kołkowe samoczynnie się rozsuwają w LSR dzięki elastycznemu odzyskowi materiału, co czyni je preferowanymi w stosunku do bramek krawędziowych, które pozostawiają ślady wymagające ręcznego przycięcia.
- Kompensacja skurczu w wymiarach wnęki: LSR kurczy się liniowo o 2–4% po wyjęciu z formy i utwardzeniu, a wymiary wnęki należy powiększyć o oczekiwany skurcz, aby osiągnąć docelowe wymiary części. Skurcz różni się w zależności od twardości związku, temperatury utwardzania i geometrii części, zatem wstępne próby narzędzia są niezbędne, aby skalibrować rzeczywisty skurcz dla każdego konkretnego związku i projektu formy przed ukończeniem narzędzia.
Typowe wady formowania LSR i ich przyczyny
Nawet przy dobrze zaprojektowanych formach i odpowiednio skonfigurowanych maszynach formowanie wtryskowe LSR jest podatne na szereg powtarzających się defektów, których usunięcie wymaga systematycznej diagnostyki i dostosowania procesu. Identyfikacja pierwotnej przyczyny każdej wady – niezależnie od tego, czy leży ona w maszynie, formie, materiale czy parametrach procesu – jest niezbędna do wdrożenia skutecznych działań naprawczych, a nie maskowania symptomów zmianami parametrów kompensacyjnych.
- Błysk: Najczęstsza wada LSR, spowodowana nadmiernym ciśnieniem wtrysku, niewystarczającą siłą zwarcia, zużytymi lub wykraczającymi poza tolerancję powierzchniami linii podziału lub ugięciem formy pod ciśnieniem wnęki. Działania naprawcze obejmują weryfikację wystarczalności siły zwarcia, ponowne szlifowanie powierzchni linii podziału, zmniejszenie prędkości i ciśnienia wtrysku oraz sprawdzenie płaskości płyty formy i stanu filaru nośnego.
- Krótkie ujęcia i niekompletne wypełnienie: Spowodowane niewystarczającą objętością strzału, zablokowanymi otworami wentylacyjnymi, uwięzieniem powietrza lub materiałem, który częściowo zżelował w lufie lub zimnym kanale w wyniku skoku temperatury. Sprawdzenie i oczyszczenie kanałów wentylacyjnych, weryfikacja temperatury lufy i zimnego kanału oraz nieznaczne zwiększenie objętości wtrysku to pierwsze kroki diagnostyczne.
- Rozerwanie podczas wyjmowania z formy: Wskazuje na niedostateczne utwardzenie spowodowane niewystarczającym czasem utwardzania lub niską temperaturą formy. Wydłużenie czasu przebywania lub podniesienie temperatury formy o 5–10°C rozwiązuje większość problemów związanych z rozdzieraniem. Trwałe rozrywanie złożonej geometrii może wskazywać na problem z konstrukcją formy, w którym geometria części powoduje koncentrację naprężeń podczas wyrzucania, co wymaga modyfikacji projektu.
- Różnice twardości pomiędzy wgłębieniami: Spowodowane nierównomierną temperaturą formy na płycie gniazda, co powoduje różną szybkość utwardzania w różnych gniazdach. Mapowanie termopary na powierzchni formy podczas produkcji identyfikuje gorące i zimne strefy, a rozmieszczenie grzejników lub dystrybucja mocy są dostosowywane w celu uzyskania jednorodności termicznej zgodnie ze specyfikacją.