Co to jest maszyna do zaciskania form z płynnym silikonem?
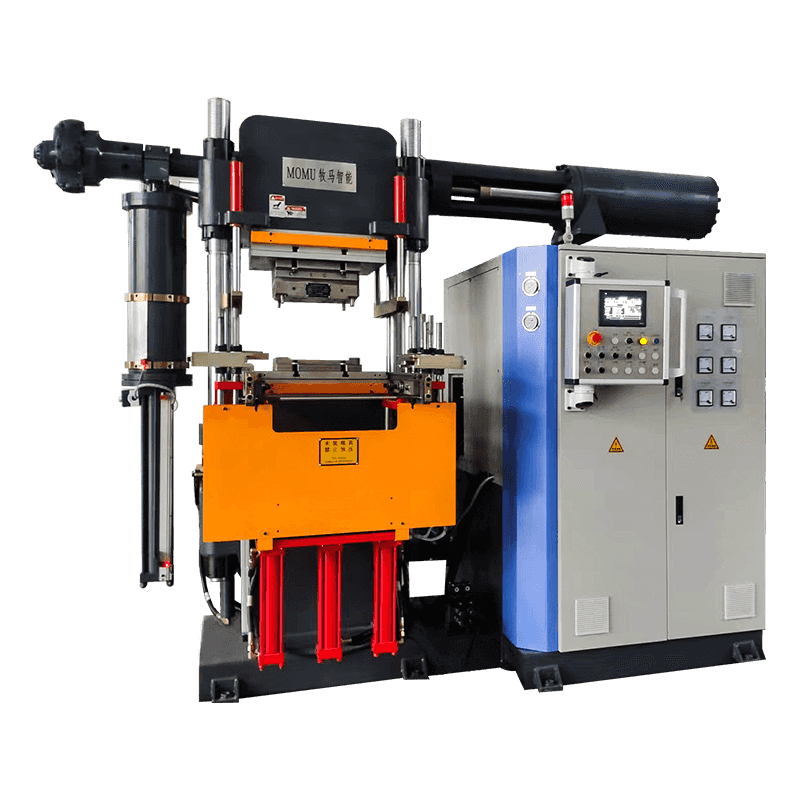
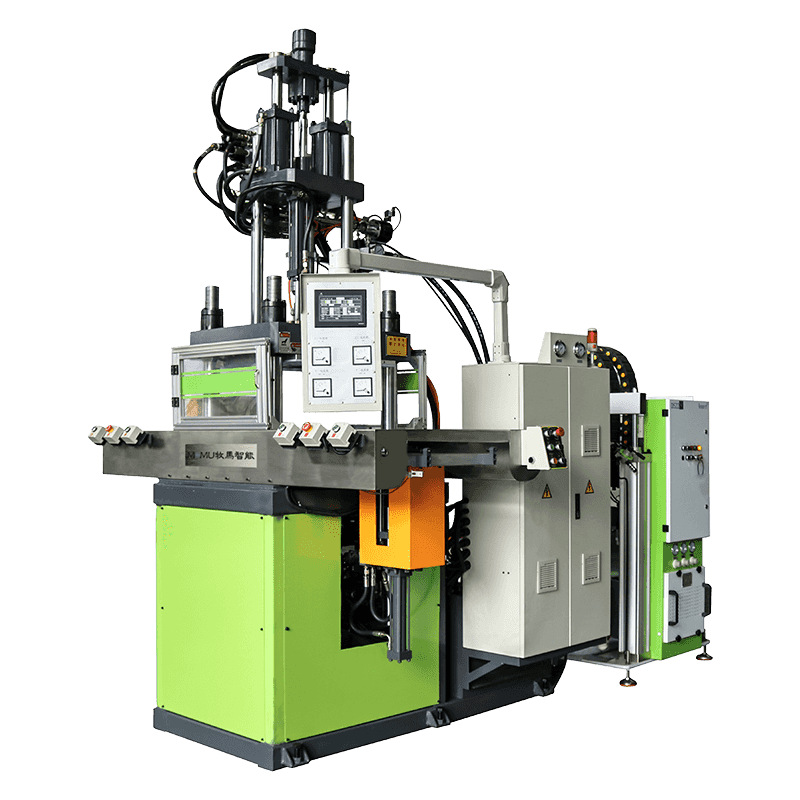
A maszyna do zamykania form z płynnym silikonem to wyspecjalizowany system wtrysku zaprojektowany specjalnie do przetwarzania ciekłej gumy silikonowej (LSR). W przeciwieństwie do konwencjonalnych wtryskarek termoplastycznych, maszyny zaciskowe LSR zostały zaprojektowane tak, aby radziły sobie z unikalnymi właściwościami reologicznymi i termicznymi ciekłego silikonu — dwuskładnikowego materiału, który pozostaje płynny w temperaturze pokojowej i wulkanizuje (utwardza się) pod wpływem ciepła wewnątrz zamkniętej formy. Maszyna łączy połówki formy pod precyzyjnie kontrolowanym ciśnieniem, wtryskuje zmieszany związek LSR do gniazda formy, podgrzewa, aby wywołać utwardzanie, a następnie otwiera się, aby uwolnić gotową część.
Maszyny te są szeroko stosowane w produkcji urządzeń medycznych, komponentów samochodowych, elektroniki użytkowej, produktów dla dzieci i uszczelnień przemysłowych. Ich zdolność do wytwarzania bardzo precyzyjnych, pozbawionych wypływu części silikonowych w dużych ilościach przy minimalnej ilości odpadów sprawia, że są one niezbędnym elementem wyposażenia wszędzie tam, gdzie wymagane są komponenty LSR na skalę produkcyjną.
Jak działa system mocowania formy w przetwarzaniu LSR
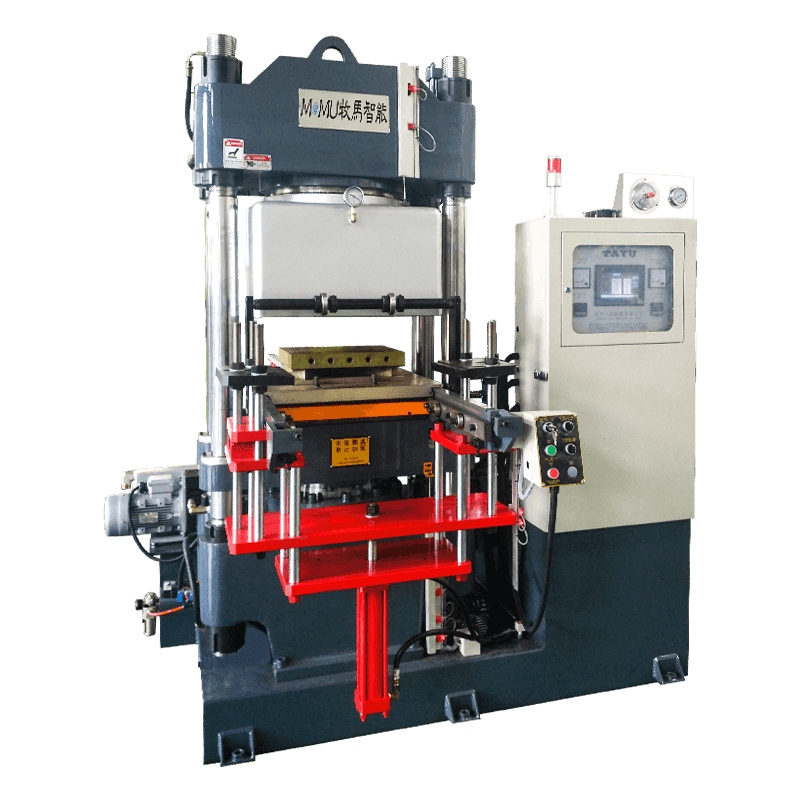
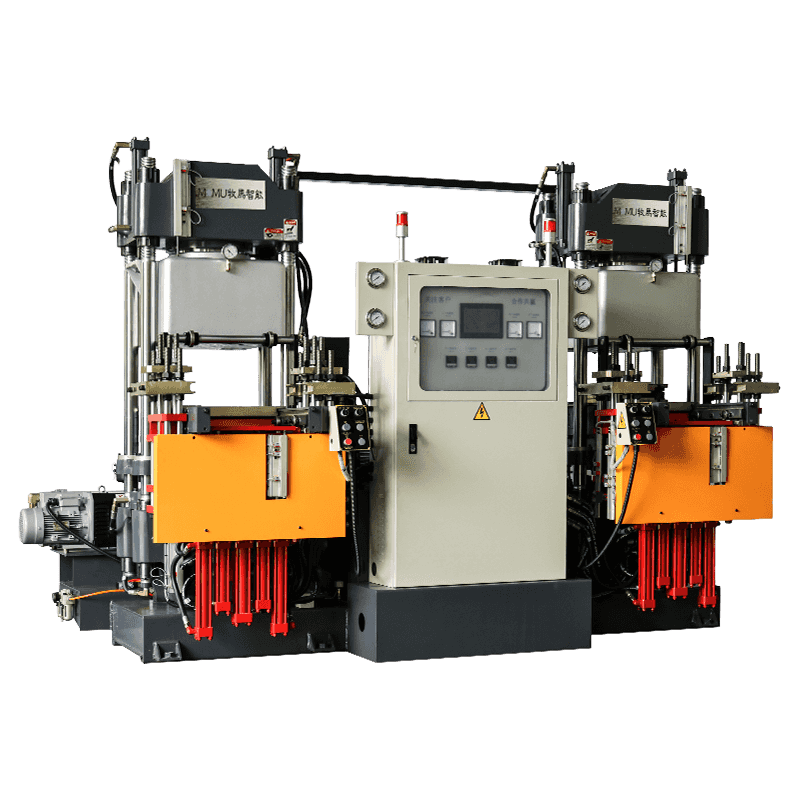
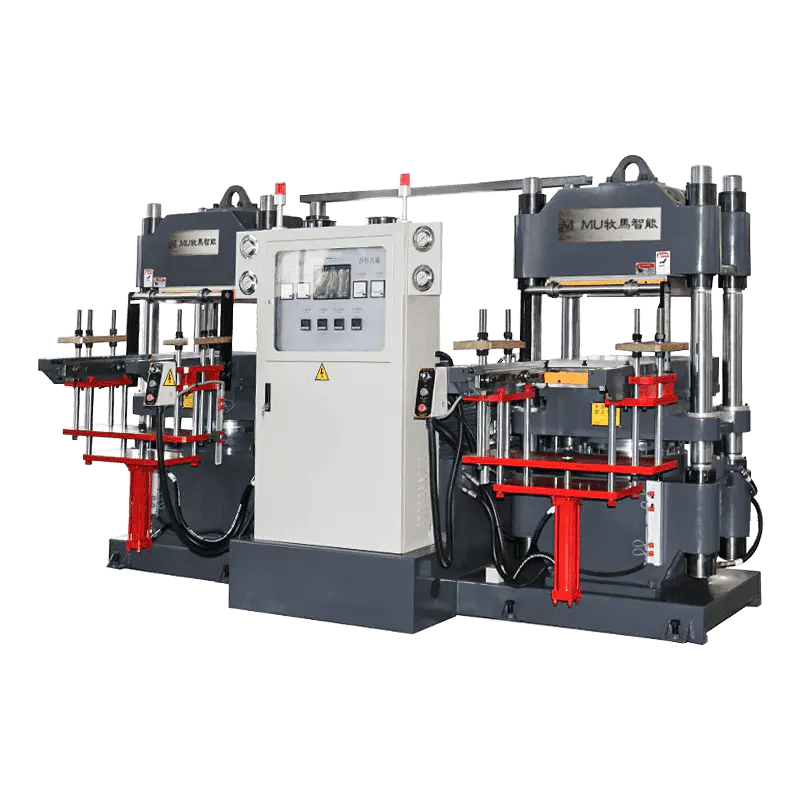
Jednostka zamykająca formę jest rdzeniem konstrukcyjnym każdej wtryskarki do ciekłego silikonu. Jego podstawową funkcją jest trzymanie razem dwóch połówek formy z siłą wystarczającą do przeciwstawienia się ciśnieniu wtrysku wywieranemu podczas napełniania materiałem. W przypadku formowania LSR ciśnienie wtrysku jest zwykle niższe niż w przypadku formowania termoplastycznego, ale system mocowania nadal odgrywa kluczową rolę w zapewnieniu idealnie uszczelnionej wnęki formy, która zapobiega wypływom – cienkiej warstwie nadmiaru materiału, która tworzy się na liniach podziału, gdy siła zwarcia jest niewystarczająca.
Większość maszyn do mocowania form z płynnym silikonem wykorzystuje hydrauliczny lub serwoelektryczny przegubowy mechanizm zaciskowy. System przegubowy zwielokrotnia siłę generowaną przez cylinder hydrauliczny lub serwomotor poprzez połączenie mechaniczne, uzyskując bardzo wysoki moment mocowania przy stosunkowo kompaktowych elementach siłownika. Podczas wtryskiwania system mocowania blokuje formę w pozycji zamkniętej, utrzymując stałe ciśnienie przez cały cykl napełniania i utwardzania. Po zakończeniu wulkanizacji zacisk otwiera się, a system wyrzucania — zwykle pneumatyczny lub mechaniczny — uwalnia gotową część z gniazda formy.
Ponieważ LSR musi być chłodzony w cylindrze i układzie wtryskowym (aby zapobiec przedwczesnemu utwardzaniu), podczas gdy sama forma jest podgrzewana w celu wywołania wulkanizacji, jednostka zamykająca musi być dostosowana do izolowanego termicznie układu formy. Płyty izolacyjne są zwykle instalowane pomiędzy formą a płytami maszyny, aby zapobiec przenoszeniu ciepła z nagrzanej formy do konstrukcji maszyny, chroniąc komponenty i utrzymując efektywność energetyczną.
Kluczowe specyfikacje techniczne do oceny
Wybór właściwej maszyny do zamykania form z płynnego silikonu wymaga szczególnej uwagi przy uwzględnieniu szeregu parametrów technicznych. Każda specyfikacja ma bezpośredni wpływ na jakość formowanych części, czas cyklu oraz zakres form i produktów, które może obsłużyć maszyna.
Podstawowe specyfikacje maszyny
| Specyfikacja | Typowy zakres/opis |
| Siła zaciskania | 50 kN do 10 000 kN (5 do 1000 ton) |
| Rozmiar płyty | Zależy od tonażu maszyny; musi uwzględniać wymiary formy |
| Zakres temperatur formy | 150°C do 220°C (302°F do 428°F) |
| Typ jednostki wtryskowej | Dedykowany system pomp dozujących LSR (elementy A B) |
| Temperatura beczki | Schładza się do temperatury 5°C–15°C, aby zapobiec przedwczesnemu utwardzeniu |
| System sterowania | PLC z ekranem dotykowym HMI; programowalne parametry cyklu |
| Rozstaw prętów ściągających | Określa maksymalną szerokość formy, którą można zainstalować |
| Otwarcie w świetle dziennym | Maksymalna odległość między płytami po otwarciu |
Siła docisku jest jednym z najważniejszych parametrów. Musi wystarczyć uszczelnienie formy przed ciśnieniem wtrysku bez nadmiernego zaciskania, które z czasem może uszkodzić powierzchnie podziału formy. Obliczenie wymaganej siły zwarcia polega na pomnożeniu rzutowanej powierzchni wnęk formy przez ciśnienie wnęki i dodaniu marginesu bezpieczeństwa wynoszącego 10–20% w celu uwzględnienia zmienności procesu.
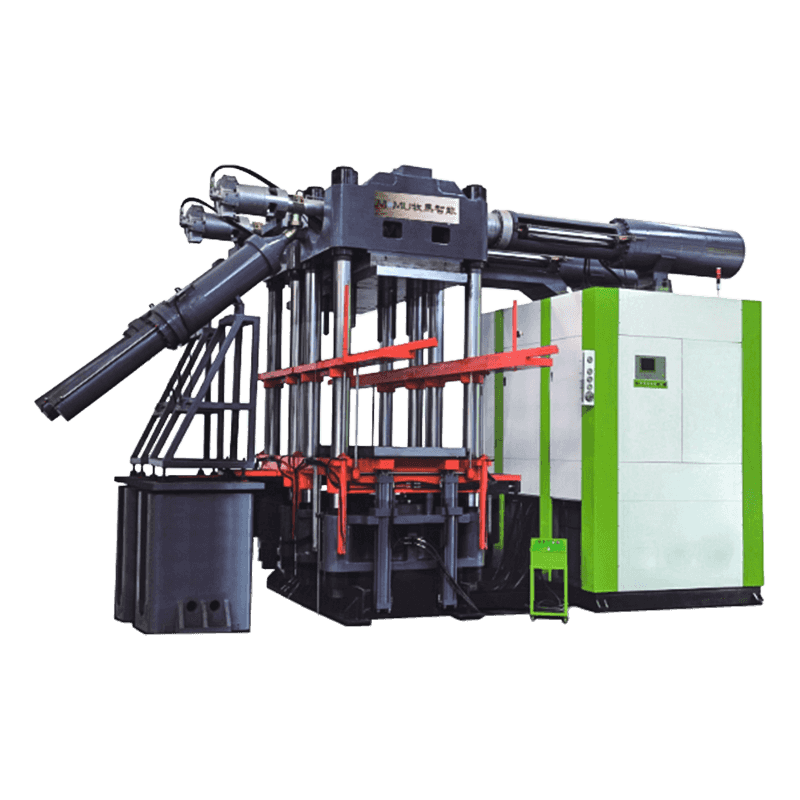
System dozowania i wtryskiwania LSR
W przeciwieństwie do formowania wtryskowego tworzyw termoplastycznych, w którym topi się i wtryskuje pojedynczą żywicę, przetwarzanie LSR wymaga dwuskładnikowego systemu dozowania, który precyzyjnie odmierza i miesza bazowy związek silikonowy (składnik A) i katalizator platynowy (składnik B) w stosunku 1:1 przed wtryskiem. Maszyna do zamykania form z płynnym silikonem jest zwykle połączona z dedykowaną pompą dozującą LSR, która pobiera z bębnów zasilających, dozuje oba składniki za pomocą pomp zębatych lub pomp tłokowych, miesza je w mieszalniku statycznym i dostarcza wymieszaną mieszankę do cylindra wtryskowego.
Cylinder wtryskowy i ślimak są chłodzone wodą lub kontrolowaną temperaturą, aby utrzymać LSR w niskiej temperaturze – zwykle pomiędzy 5°C a 15°C – zapobiegając przedwczesnej wulkanizacji w układzie zasilającym. Konstrukcja śrub do LSR różni się od standardowych śrub termoplastycznych; zazwyczaj ma niższy stopień sprężania i nie ma pierścienia kontrolnego, ponieważ LSR nie wymaga plastyfikacji w ten sam sposób i łatwo płynie przy niskim ścinaniu. Wtrysk jest kontrolowany poprzez precyzyjne dozowanie objętościowe, a nie przez dozowanie śrubowe, co zapewnia spójność od strzału do strzału.

Systemy wtrysku pigmentu są często zintegrowane z jednostką dozującą, umożliwiając wprowadzenie koloru w precyzyjnych ilościach bezpośrednio do strumienia materiału kolorowych produktów LSR bez zanieczyszczania bębnów dostarczających produkty luzem.
Wymagania dotyczące projektowania form dla maszyn mocujących LSR
Forma stosowana w maszynie do zamykania form z ciekłym silikonem ma kilka wymagań konstrukcyjnych, które znacznie różnią się od form termoplastycznych. Ponieważ LSR ma bardzo niską lepkość i łatwo płynie pod ciśnieniem, forma musi zostać obrobiona maszynowo z bardzo wąskimi tolerancjami na linii podziału — zwykle w granicach 0,005 mm — aby zapobiec tworzeniu się wypływek. Nawet niewielkie szczeliny na powierzchni podziału umożliwiają przedostawanie się LSR, tworząc cienkie warstwy silikonowe, które należy usunąć ręcznie, co zmniejsza jakość i wydajność części.
Krytyczne cechy konstrukcyjne formy LSR
- Systemy zimnokanałowe: W formach LSR często stosuje się systemy zimnych kanałów lub systemy zimnych kanałów z bramkami zaworowymi, aby wyeliminować odpady wlewów i wlewów, ponieważ po utwardzeniu wlewów LSR nie można ponownie szlifować ani używać ponownie.
- Odpowietrzanie próżniowe: Zintegrowane systemy próżniowe usuwają powietrze z wnęki formy przed wtryskiem, zapobiegając uwięzieniu powietrza, które mogłoby spowodować puste przestrzenie lub niepełne wypełnienie precyzyjnych części.
- Jednolite ogrzewanie formy: Elektryczne elementy grzejne lub kanały grzewcze na bazie oleju muszą być równomiernie rozmieszczone w formie, aby zapewnić spójne utwardzanie we wszystkich gniazdach narzędzi wielogniazdowych.
- Płyty termoizolacyjne: Instalowany pomiędzy podstawą formy a płytami maszyny, aby zminimalizować straty ciepła do konstrukcji maszyny i zmniejszyć zużycie energii podczas produkcji.
- Systemy rozformowywania: Ponieważ utwardzony silikon jest elastyczny i przyczepny, formy muszą zawierać skuteczne układy kołków wyrzutowych, płytki zdzierające lub rozformowywanie strumieniem powietrza, aby uwolnić części bez rozdzierania i zniekształcania.
Branże i produkty wykorzystujące maszyny mocujące LSR
Maszyny do zamykania form z płynnym silikonem służą różnorodnej gamie gałęzi przemysłu, napędzane wyjątkową kombinacją właściwości, jakie oferuje LSR — biokompatybilnością, odpornością na temperaturę, obojętnością chemiczną, przejrzystością optyczną i długoterminową elastycznością. Precyzja i powtarzalność procesu mocowania i wtrysku sprawiają, że maszyny te doskonale nadają się do wymagających zastosowań, w których spójność wymiarowa i integralność materiału nie podlegają negocjacjom.
- Urządzenia medyczne: Biokompatybilność LSR sprawia, że idealnie nadaje się do uszczelek, zastawek, cewników, masek oddechowych, elementów aparatów słuchowych i części urządzeń wszczepialnych, które wymagają zgodności z USP klasy VI lub ISO 10993.
- Motoryzacja: Osłony świec zapłonowych, uszczelki, uszczelki czujników i odporne na płyny pierścienie typu O-ring są powszechnie produkowane w LSR ze względu na jego odporność na temperatury od -60°C do 200°C.
- Produkty dla niemowląt i niemowląt: Smoczki do butelek, smoczki, gryzaki i akcesoria do karmienia wymagają właściwości LSR dopuszczonych do kontaktu z żywnością, neutralnych smakowo i odpornych na sterylizację.
- Elektronika użytkowa: Wodoodporne membrany klawiatur, uszczelki przycisków, opaski do urządzeń przenośnych i przelotki kablowe korzystają z elastyczności i odporności na warunki środowiskowe LSR.
- Uszczelnienie przemysłowe: Niestandardowe uszczelki, membrany, mieszki i uszczelnienia do pomp, zaworów i systemów transportu płynów w przemyśle chemicznym i przetwórstwa spożywczego.
Zalety stosowania dedykowanej maszyny do mocowania form LSR
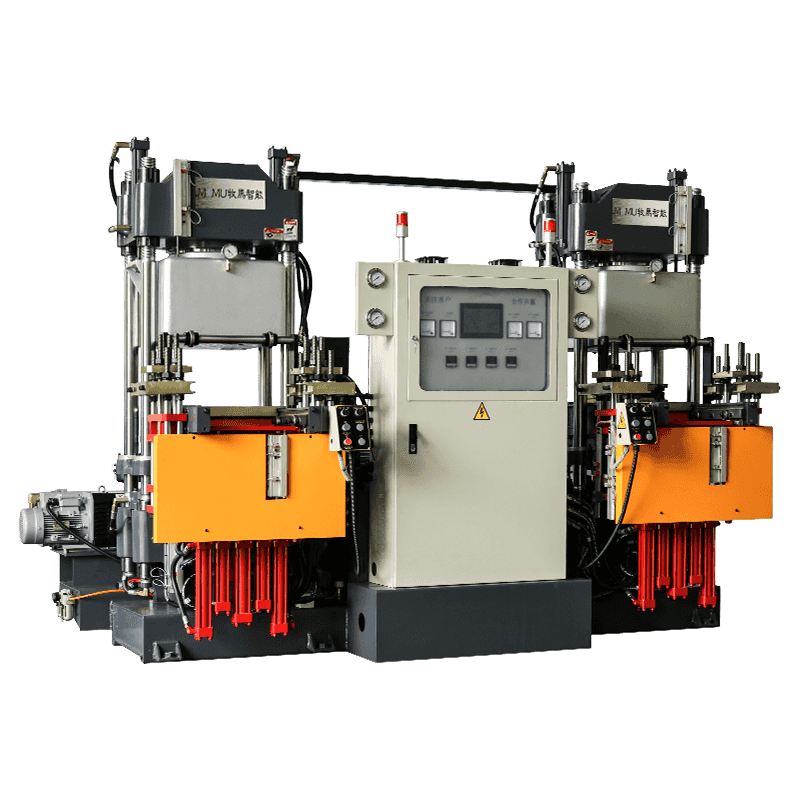
Podczas gdy niektórzy producenci próbują przystosować standardowe wtryskarki termoplastyczne do przetwarzania LSR, dedykowane maszyny do zamykania form z ciekłym silikonem oferują znaczne korzyści operacyjne i jakościowe, które uzasadniają inwestycję w każdą poważną operację produkcyjną LSR.
- Precyzyjna kontrola mocowania: Specjalnie zaprojektowane systemy mocowania zapewniają stały, mierzalny tonaż z możliwością precyzyjnej regulacji, zapewniając powtarzalne uszczelnianie formy w każdym cyklu.
- Zintegrowany system wtrysku na zimno: Chłodzony zespół lufy i śruby został zaprojektowany specjalnie dla LSR, eliminując kompromisy wymagane przy dostosowywaniu sprzętu termoplastycznego.
- Produkcja bez Flasha: Precyzyjna równoległość płyt dociskowych i kontrolowana siła zwarcia umożliwiają formowanie bez wypływu lub z minimalnym wypływem, redukując robociznę i straty materiałowe po obróbce.
- W pełni zautomatyzowane cykle: Integracja z robotycznym usuwaniem części, systemami kontroli wizyjnej i systemami przenośników umożliwia produkcję przy wyłączonym świetle przy minimalnej interwencji operatora.
- Rejestrowanie danych procesowych: Nowoczesne maszyny mocujące LSR rejestrują ciśnienie wtrysku, temperaturę formy, czas utwardzania i siłę zwarcia dla każdego cyklu, wspierając identyfikowalność jakości w branżach regulowanych.
Jak wybrać odpowiednią maszynę do swojego zastosowania LSR
Wybór właściwej maszyny do mocowania form z płynnego silikonu rozpoczyna się od szczegółowej analizy produkowanych części. Rzutowana powierzchnia największego układu gniazda formy określa minimalną wymaganą siłę zwarcia. Wymagania dotyczące objętości wtrysku, oparte na masie części i liczbie komór, określają wymaganą wydajność systemu dozowania. Fizyczne wymiary formy — wysokość, szerokość i wysokość stosu — muszą mieścić się w rozmiarze płyty maszyny, rozstawie kolumn i specyfikacjach otwarcia na światło dzienne.
Docelowa wielkość produkcji i oczekiwania dotyczące czasu cyklu powinny również kierować wyborem maszyny. Formy o wyższej kawitacji działające na maszynach z serwoelektrycznym systemem mocowania mogą osiągnąć krótsze czasy cyklu suszenia i bardziej energooszczędną pracę w porównaniu z w pełni hydraulicznymi alternatywami, co skutkuje niższym kosztem na część przy dużych ilościach. W przypadku zastosowań medycznych lub regulowanych przed zakupem niezbędne jest sprawdzenie, czy maszyna obsługuje rejestrację danych zgodną z 21 CFR część 11 lub równoważne standardy dokumentacji procesu.
Wreszcie, obsługa posprzedażna, dostępność części zamiennych i wsparcie techniczne producenta powinny być oceniane równie uważnie, jak specyfikacje techniczne maszyny. Dobrze obsługiwana maszyna z niezawodną lokalną infrastrukturą serwisową zapewni znacznie lepszą wartość długoterminową niż tańsza alternatywa z ograniczonym dostępem do wsparcia, szczególnie w środowiskach produkcyjnych o dużym zapotrzebowaniu, gdzie nieplanowane przestoje mają bezpośredni wpływ na zobowiązania dotyczące dostaw i koszty operacyjne.