Co to jest maszyna do formowania tłocznego gumy?
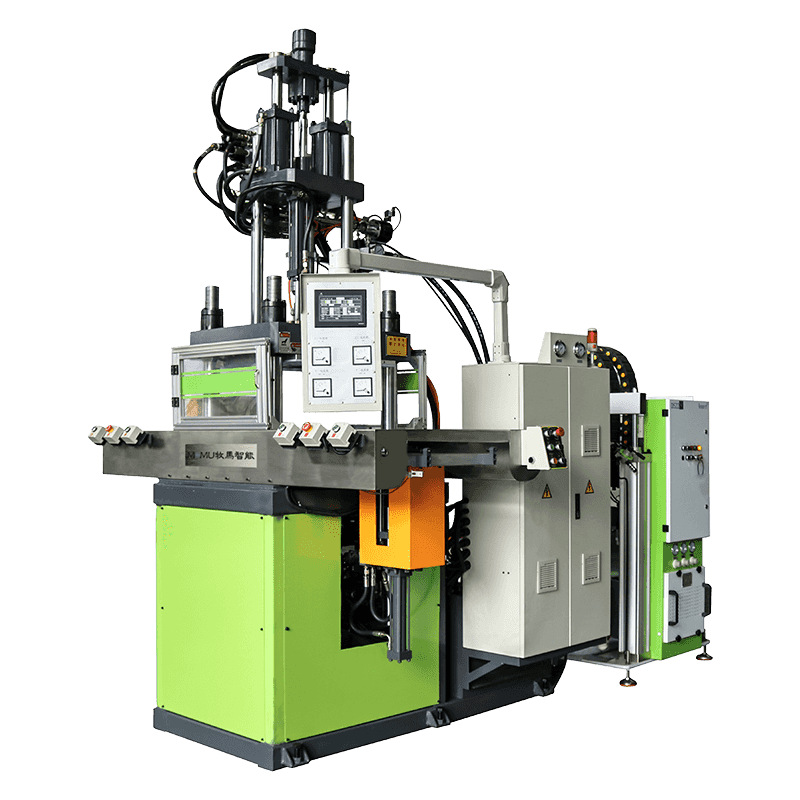
A maszyna do formowania tłocznego gumy to prasa hydrauliczna zaprojektowana specjalnie do kształtowania mieszanek gumowych poprzez zastosowanie kontrolowanej temperatury i ciśnienia w zamkniętej wnęce formy. W przeciwieństwie do formowania wtryskowego, w którym materiał jest wtłaczany do formy przez system wlewowy, w przypadku formowania tłocznego odmierzony ładunek gumy — zwany preformą — jest umieszczany bezpośrednio w otwartej wnęce formy. Następnie prasa zamyka formę pod wysokim ciśnieniem hydraulicznym, jednocześnie doprowadzając ciepło, powodując przepływ gumy, wypełnienie wnęki i wulkanizację w trwały, solidny kształt. Rezultatem jest gotowy element gumowy, który precyzyjnie odwzorowuje geometrię formy.
Maszyny te mają fundamentalne znaczenie w branżach, które opierają się na precyzyjnych komponentach gumowych: samochodowych systemach uszczelniających, uszczelkach przemysłowych, tłumikach drgań w przemyśle lotniczym, komponentach urządzeń medycznych, podeszwach obuwia i towarach konsumenckich. Proces formowania tłocznego jest ceniony ze względu na prostotę, stosunkowo niski koszt oprzyrządowania w porównaniu z formowaniem wtryskowym oraz jego przydatność do szerokiej gamy mieszanek gumowych, w tym kauczuku naturalnego, silikonu, EPDM, neoprenu, nitrylu (NBR) i fluoroelastomerów (FKM). Sama maszyna jest kontrolowanym środowiskiem, które umożliwia spójną, powtarzalną wulkanizację na skalę produkcyjną.
Podstawowa zasada działania: ciepło, ciśnienie i wulkanizacja
Zasada działania maszyny do formowania tłocznego gumy opiera się na trzech współzależnych zmiennych: temperaturze, ciśnieniu i czasie utwardzania. Razem określają one, czy formowana część gumowa spełnia zamierzone specyfikacje fizyczne, czy też ulega uszkodzeniu z powodu niedostatecznego utwardzenia, nadmiernego utwardzenia lub niedokładności wymiarowej.
Forma — zwykle wykonana z hartowanej stali lub aluminium — jest montowana pomiędzy górną i dolną płytą prasy hydraulicznej. Elektryczne elementy grzejne lub obwody parowe wbudowane w płyty przenoszą ciepło przez formę do wsadu gumowego. W miarę nagrzewania się guma mięknie i staje się giętka, a następnie płynie pod ciśnieniem zamykającym prasy, wypełniając każdy kontur wnęki. Jednocześnie ciepło aktywuje środki wulkanizujące (zwykle związki siarki lub nadtlenki) zawarte w mieszance gumowej, powodując sieciowanie łańcuchów polimeru. To sieciowanie przekształca miękką, termoplastyczną surową gumę w elastyczny, stabilny wymiarowo i trwale ukształtowany element.
Utrzymanie dokładnej równomierności temperatury na całej powierzchni płyty ma kluczowe znaczenie. Nierównomierny rozkład ciepła prowadzi do zróżnicowanego tempa utwardzania w obrębie pojedynczej formy, w wyniku czego powstają części o nierównej twardości, defektach powierzchniowych lub wewnętrznych pustych przestrzeniach. Nowoczesne maszyny do formowania tłocznego wykorzystują regulatory temperatury PID (proporcjonalno-całkująco-różniczkujące), aby utrzymać temperaturę płyty dociskowej w zakresie ±1°C wartości zadanej przez cały cykl produkcyjny.

Główne typy maszyn do formowania tłocznego gumy
Maszyny do formowania tłocznego gumy są dostępne w kilku konfiguracjach, każda dostosowana do różnych środowisk produkcyjnych, rozmiarów części i poziomów automatyzacji.
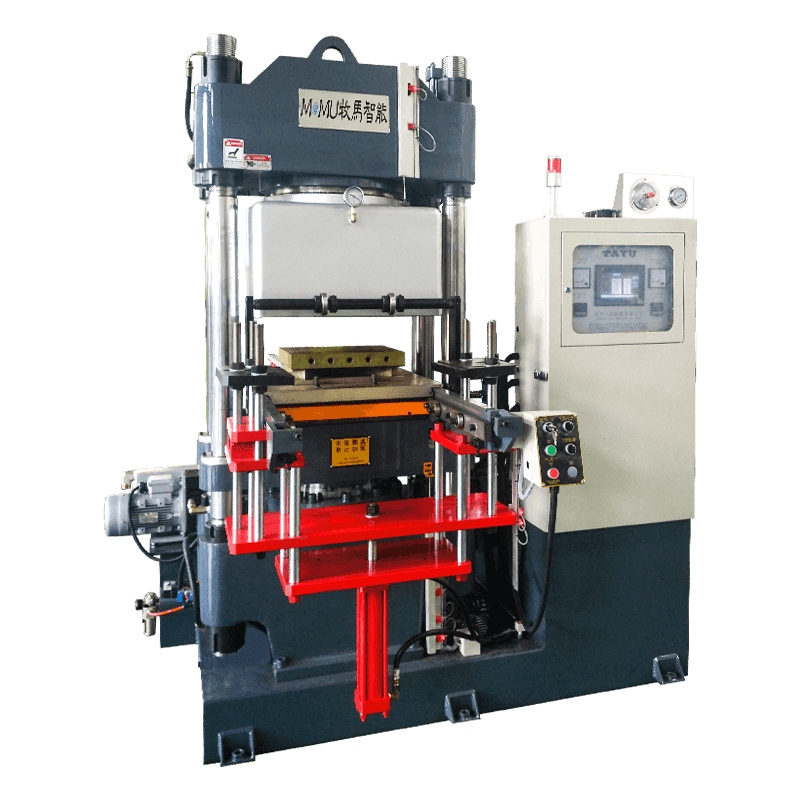
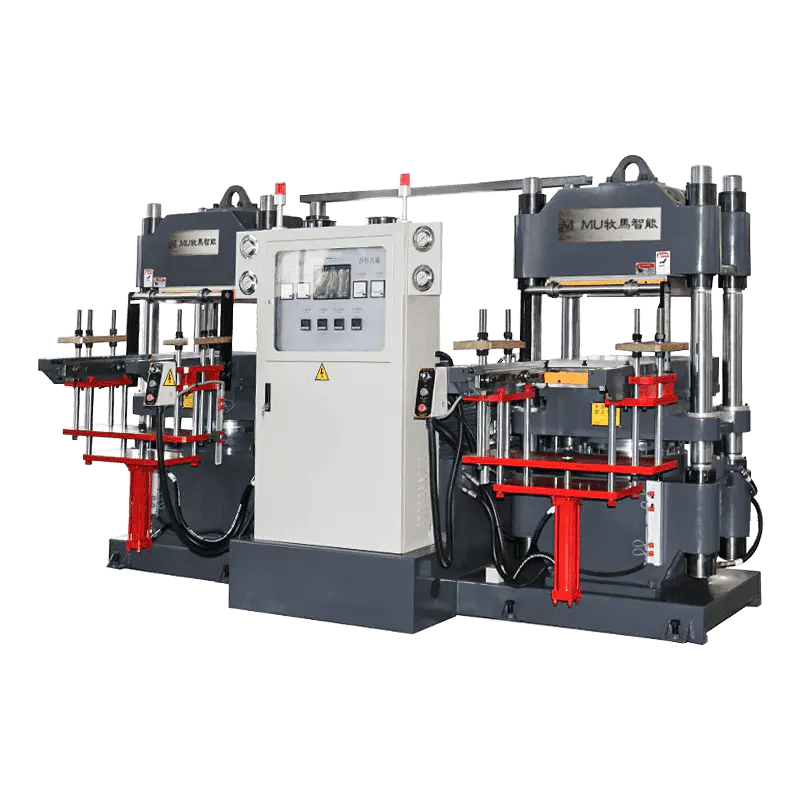
Prasa jednodniowa
Prasa jednodzienna ma jeden otwór pomiędzy górną i dolną płytą, w którym mieści się pojedyncza forma na raz. Jest to najczęstsza konfiguracja w przypadku małych i średnich serii produkcyjnych oraz w przypadku formowania stosunkowo dużych pojedynczych komponentów. Oferuje prostą obsługę, łatwą wymianę formy i bezpośredni dostęp operatora do formy w celu załadowania preformy i usunięcia części. Prasy jednodniowe są dostępne z siłami zwarcia od 50 ton do ponad 1000 ton, w zależności od zastosowania.
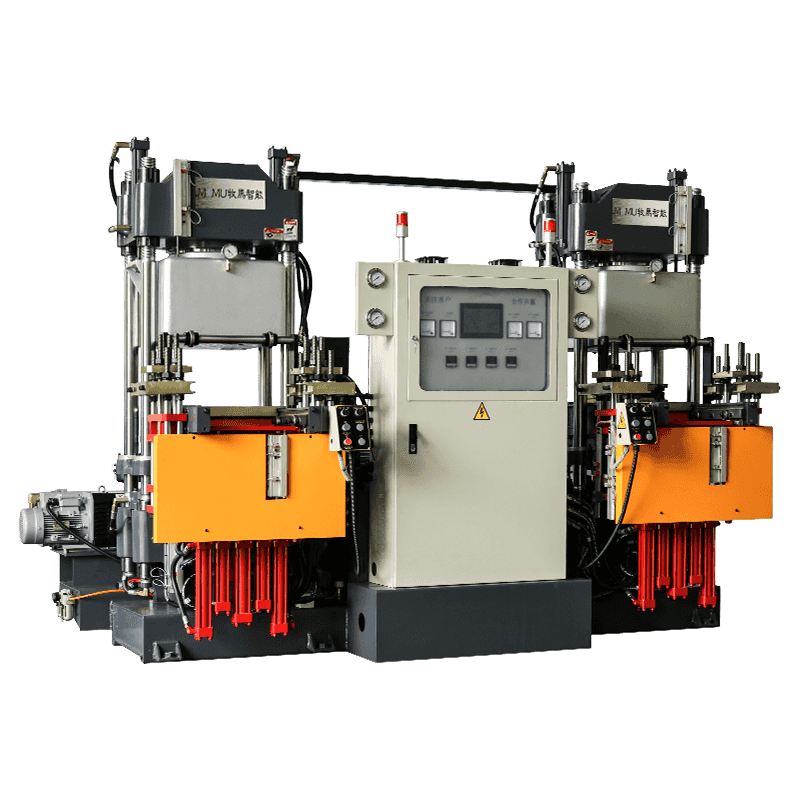
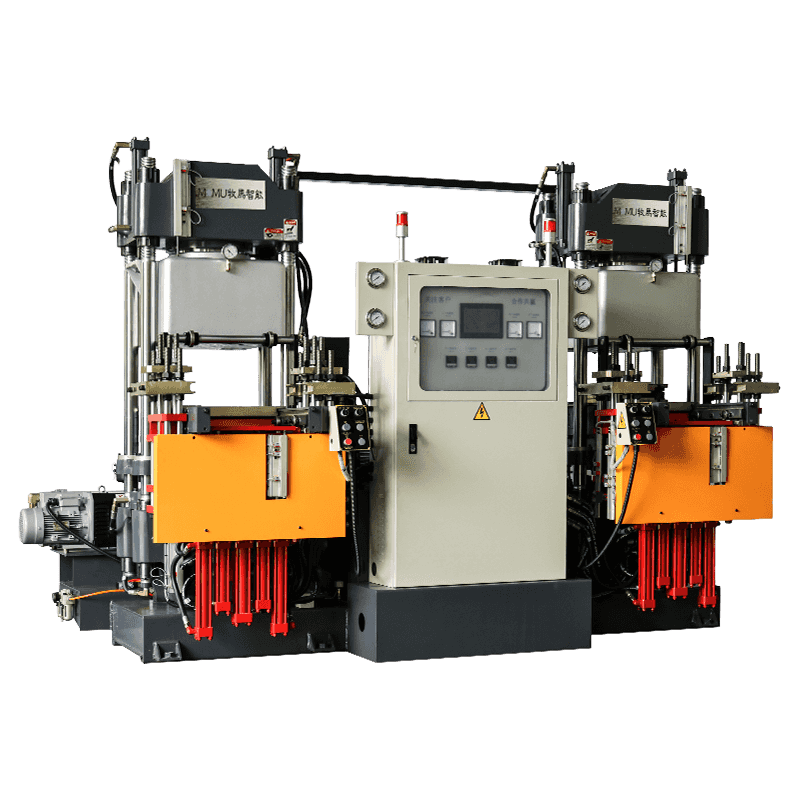
Prasa wielodniowa
Prasy wykorzystujące wiele światła dziennego zawierają wiele podgrzewanych płyt dociskowych ułożonych pionowo, tworząc kilka otworów formy – czyli światła dziennego – które działają jednocześnie w jednym suwie prasy. Taka konfiguracja radykalnie zwiększa wydajność na cykl bez konieczności stosowania dodatkowej powierzchni lub oddzielnych pras. Prasa pracująca przy świetle dziennym skutecznie czterokrotnie zwiększa liczbę gniazd formy aktywnych w każdym cyklu produkcyjnym, dzięki czemu jest bardzo wydajna w przypadku wielkoseryjnej produkcji małych i średnich części gumowych, takich jak uszczelki, pierścienie typu O-ring, mocowania wibracyjne i przelotki.
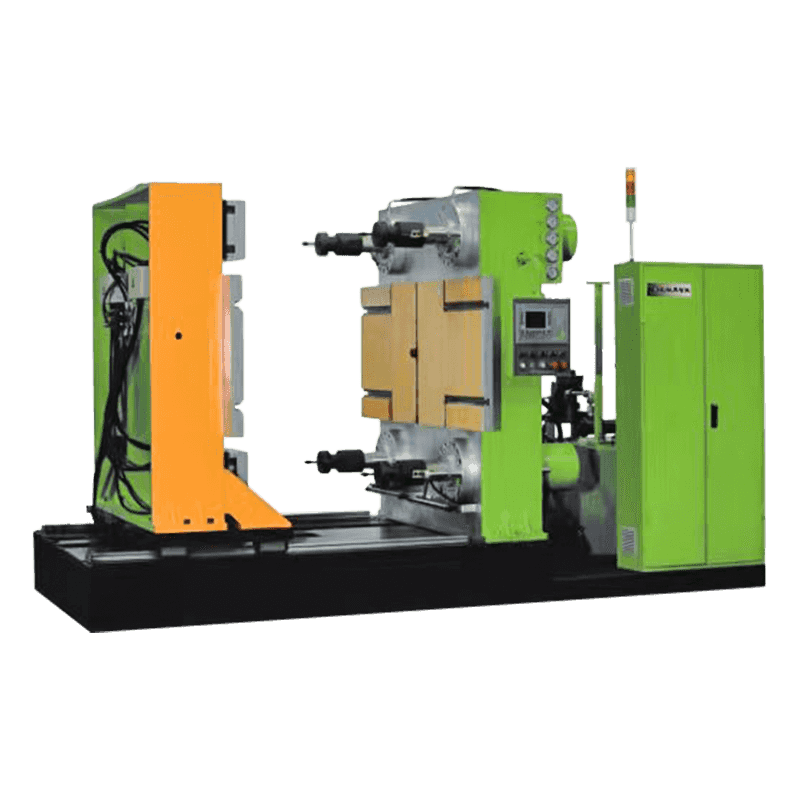
Prasa stołowa obrotowa lub wahadłowa
Prasy stołowe obrotowe i wahadłowe zaprojektowano tak, aby poprawić ergonomię operatora i efektywność cyklu poprzez oddzielenie strefy załadunku i rozładunku od strefy prasowania. Obrotowy stół obrotowy lub przesuwny wózek transportowy automatycznie lub półautomatycznie przesuwa formy do i z prasy, umożliwiając operatorowi ładowanie preform i wyjmowanie gotowych części na bezpiecznym, dostępnym stanowisku, podczas gdy prasa kończy cykl utwardzania. Konstrukcja ta jest szczególnie skuteczna w środowiskach produkcyjnych o dużej częstotliwości, gdzie priorytetem jest minimalizacja nieprodukcyjnego czasu otwarcia.
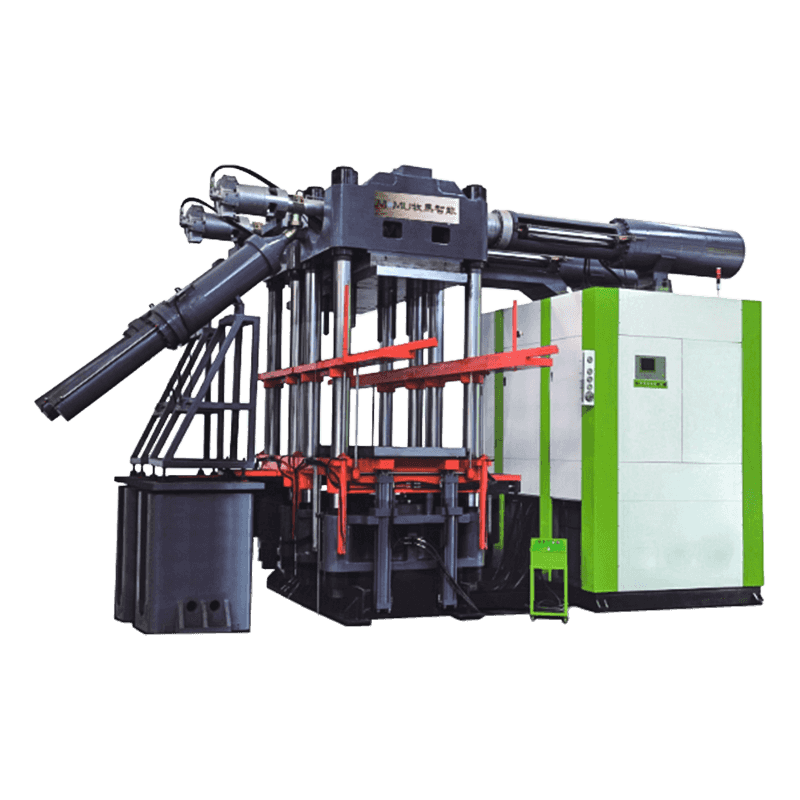
Prasa do formowania próżniowego
W zastosowaniach wymagających pozbawionych pustych przestrzeni części gumowych o wysokiej integralności – takich jak silikonowe elementy medyczne, uszczelnienia lotnicze lub izolatory elektryczne wysokiego napięcia – prasy do formowania próżniowego usuwają powietrze z wnęki formy przed i w trakcie cyklu prasowania. Powietrze resztkowe uwięzione w formie może powodować porowatość, niepełne wypełnienie i wady powierzchni, które są niedopuszczalne w krytycznych zastosowaniach. System próżniowy usuwa to powietrze, zanim guma wypłynie i ulegnie wulkanizacji, zapewniając gęste, wolne od wad części, które spełniają rygorystyczne standardy jakości.
Wyjaśnienie kluczowych specyfikacji technicznych
Wybór odpowiedniej maszyny do formowania tłocznego gumy wymaga dokładnego zrozumienia specyfikacji technicznych, które określają jej możliwości. Do oceny najważniejsze są następujące parametry:
| Specyfikacja | Typowy zasięg | Dlaczego to ma znaczenie |
| Siła zaciskania | 50 – 2000 ton | Określa ciśnienie wnęki formy i kontrolę wypływki |
| Rozmiar płyty | 200×200mm – 1500×1500mm | Ustawia maksymalny ślad formy i liczbę wnęk |
| Zakres temperatur | 100°C – 250°C | Musi spełniać wymagania dotyczące złożonej wulkanizacji |
| Otwarcie w świetle dziennym | 200 mm – 800 mm | Musi uwzględniać wysokość formy i bezpieczny prześwit załadunkowy |
| Jednolitość temperatury | ±1°C – ±3°C | Ma kluczowe znaczenie dla spójnego utwardzania na całej powierzchni płyty |
| System sterowania | HMI z ekranem dotykowym PLC | Umożliwia przechowywanie receptur, monitorowanie procesów, zarządzanie alarmami |
Siła mocowania jest prawdopodobnie najbardziej podstawową specyfikacją. Musi wystarczyć, aby forma była całkowicie zamknięta, co przeciwdziała wewnętrznemu ciśnieniu wytwarzanemu przez mieszankę gumową, która mięknie i rozszerza się podczas ogrzewania. Niewystarczająca siła docisku umożliwia otwarcie formy, powodując nadmierny wypływ — cienkie gumowe żeberka na linii podziału — co wymaga pracochłonnego przycinania po formie i zwiększa straty materiału.
Mieszanki gumowe nadające się do formowania tłocznego
Nie wszystkie mieszanki gumowe nadają się jednakowo do formowania tłocznego, dlatego maszyna musi być odpowiednio skonfigurowana do przetwarzanego materiału. Do najczęściej przetwarzanych związków należą:
- Kauczuk naturalny (NR): Doskonałe właściwości mechaniczne i elastyczność; szeroko stosowane w zastosowaniach przemysłowych i motoryzacyjnych; łatwo wulkanizuje się w temperaturze 150–170°C.
- Silikon (VMQ/HCR): Wyjątkowa odporność na temperaturę (-60°C do 230°C), biokompatybilność i odporność na warunki atmosferyczne; wymaga precyzyjnej kontroli temperatury, zazwyczaj w zakresie 160–180°C; szeroko stosowane w zastosowaniach medycznych i mających kontakt z żywnością.
- EPDM: Doskonała odporność na ozon, promieniowanie UV i warunki atmosferyczne; powszechnie stosowany do uszczelek zewnętrznych, uszczelek i profili dachowych; zazwyczaj formowane w temperaturze 160–180°C.
- Nitryl (NBR): Doskonała odporność na olej i paliwo; standardowy materiał na samochodowe uszczelki olejowe, elementy układu paliwowego i uszczelnienia hydrauliczne; formowane w temperaturze 150–170°C.
- Fluoroelastomer (FKM/Viton): Wyjątkowa odporność na ciepło, chemikalia i paliwa; stosowane w wymagających zastosowaniach w przemyśle lotniczym, motoryzacyjnym i chemicznym; wymaga wyższych temperatur formowania wynoszących 175–200°C i dłuższych cykli utwardzania.
- Neopren (CR): Dobra równowaga odporności na olej i odporności na warunki atmosferyczne; stosowany do węży, pasów i osłon kabli; formowane w temperaturze 150–170°C.
Funkcje automatyzacji i sterowania w nowoczesnych maszynach
Nowoczesne maszyny do formowania tłocznego gumy wyewoluowały daleko poza proste prasy hydrauliczne sterowane ręcznie. Dzisiejsze maszyny zawierają zaawansowane funkcje automatyzacji i sterowania cyfrowego, które poprawiają spójność procesów, zmniejszają zależność operatora i umożliwiają integrację z szerszymi systemami zarządzania fabryką.
Sterowanie procesami w oparciu o PLC
Programowalne sterowniki logiczne (PLC) zarządzają całym cyklem prasy — prędkością zamykania, zwiększaniem ciśnienia, czasem utwardzania, sekwencją otwierania i wyrzutem — w oparciu o zapisane receptury. Każda kombinacja mieszanki gumowej i formy może mieć swój własny zapisany program, umożliwiający operatorom zmianę produktów poprzez prosty wybór odpowiedniej receptury na ekranie dotykowym HMI, zamiast ręcznego resetowania parametrów. Kontrola oparta na recepturach eliminuje błędy konfiguracji i gwarantuje, że każda seria produkcyjna rozpoczyna się od zweryfikowanej linii bazowej.
Automatyczne odmrażanie i odgazowywanie
Wiele maszyn obejmuje programowalne sekwencje odgazowywania — krótkie, kontrolowane otwarcia prasy na wczesnym etapie cyklu utwardzania — które umożliwiają ucieczkę uwięzionego powietrza i substancji lotnych z formy przed ostatecznym zamknięciem i całkowitym utwardzeniem. Jest to szczególnie ważne w przypadku grubych lub skomplikowanych części, w których częstą wadą jest porowatość wewnętrzna. Niektóre prasy zawierają również ramiona robotyczne lub mechaniczne narzędzia do usuwania wypływek z części natychmiast po wyjęciu z formy, co ogranicza ręczną pracę wykończeniową.
Rejestrowanie danych i identyfikowalność jakości
Przemysłowe prasy kompresyjne coraz częściej oferują funkcje rejestrowania danych, które rejestrują temperaturę, ciśnienie, czas cyklu i zdarzenia alarmowe dla każdego cyklu produkcyjnego. Ta identyfikowalność ma kluczowe znaczenie w regulowanych branżach, takich jak wyroby medyczne i przemysł lotniczy, gdzie należy przechowywać dokumentację produkcyjną i podlegać jej kontroli. Pulpity monitorujące w czasie rzeczywistym umożliwiają kierownikom produkcji śledzenie wydajności maszyn na wielu prasach jednocześnie i identyfikowanie odchyleń, zanim spowodują one wadliwe partie.
Jak wybrać odpowiednią maszynę do swojego zastosowania
Wybór maszyny do formowania tłocznego gumy to decyzja oparta na wielu zmiennych, która powinna być podyktowana konkretnymi wymaganiami dotyczącymi produktu, wielkością produkcji i rodzajami materiałów, a nie samym kosztem maszyny. Systematycznie przeanalizuj następujące kwestie:
- Zdefiniuj geometrię części i rozmiar formy: Wymiary płyty muszą wygodnie pomieścić formę, zapewniając odstęp ze wszystkich stron. W przypadku form wielogniazdowych należy obliczyć całkowitą rzutowaną powierzchnię, aby określić minimalną wymaganą siłę zwarcia.
- Zidentyfikuj mieszankę gumową: Potwierdź zakres temperatur wulkanizacji i czas utwardzania swojego związku. Upewnij się, że system ogrzewania maszyny może osiągnąć i utrzymać tę temperaturę na całej płycie z jednolitością wymaganą dla standardów jakości.
- Oceń wielkość produkcji: Produkcja małych części na dużą skalę jest korzystna dzięki konfiguracjom z wieloma światłami dziennymi lub automatyzacji stołów obrotowych. Mała do średniej objętość dużych lub skomplikowanych części zazwyczaj jest odpowiednia dla prasy pracującej przy jednym świetle dziennym ze sterowaniem PLC opartym na recepturach.
- Rozważ wymagania jakościowe: Zastosowania wymagające części pozbawionych pustych przestrzeni – medyczne, lotnicze, elektryczne wysokiego napięcia – wymagają prasowania wspomaganego próżniowo. Od samego początku uwzględnij integrację systemu próżniowego ze swoją specyfikacją i budżetem.
- Oceń wsparcie posprzedażowe: Maszyny do prasowania gumy wymagają okresowej konserwacji układów hydraulicznych, elementów grzejnych i elementów sterujących. Wybór dostawcy z dostępnym wsparciem technicznym, dostępnymi częściami zamiennymi i lokalnymi możliwościami serwisowymi chroni inwestycję w czas sprawności produkcyjnej przez cały okres eksploatacji maszyny.
Prasa do tłoczenia gumy to długoterminowa inwestycja kapitałowa, której zwrot zależy wyłącznie od dopasowania jej możliwości do wymagań procesu produkcyjnego. Poświęcenie czasu na prawidłowe określenie tego — zamiast domyślnego wybierania najtańszej opcji — konsekwentnie zapewnia lepszą jakość części, mniejszą liczbę złomów i większą niezawodną przepustowość przez cały okres eksploatacji maszyny.