Co to jest maszyna do wulkanizacji gumy próżniowej?
A próżniowa maszyna do wulkanizacji gumy to wyspecjalizowana prasa przemysłowa, która utwardza surowe lub nieutwardzone mieszanki gumowe w kombinacji kontrolowanych warunków ciepła, ciśnienia i próżni. Termin „wulkanizacja” odnosi się do procesu sieciowania chemicznego, który przekształca miękką, giętką gumę w trwały, elastyczny i stabilny wymiarowo materiał. W standardowych prasach wulkanizacyjnych reakcję utwardzania napędzają same ciepło i ciśnienie. W wulkanizatorach próżniowych dodanie szczelnego środowiska próżniowego usuwa uwięzione powietrze, wilgoć i lotne gazy z masy gumowej przed i podczas utwardzania, co skutkuje znacznie gęstszym, bardziej jednolitym i pozbawionym wad produktem końcowym.
Funkcja zasysania nie jest po prostu funkcją dodatkową; zasadniczo zmienia to wyniki jakościowe możliwe do osiągnięcia w produkcji gumy. Kieszenie powietrzne i wtrącenia wilgoci należą do najczęstszych źródeł porowatości, powstawania pęcherzy i osłabienia strukturalnego wulkanizowanych części gumowych. Opróżniając wnękę formy do poziomu próżni, zwykle od -0,08 MPa do -0,1 MPa przed przyłożeniem pełnego ciśnienia formowania, maszyna eliminuje te defekty u ich źródła. Rezultatem są produkty gumowe o doskonałym wykończeniu powierzchni, stałej gęstości wewnętrznej i ulepszonych parametrach mechanicznych – cechy, które mają kluczowe znaczenie w gałęziach przemysłu precyzyjnego, w tym w uszczelnieniach samochodowych, urządzeniach medycznych, komponentach lotniczych i wysokowydajnych podeszwach obuwia.
Proces wulkanizacji: co dzieje się wewnątrz maszyny
Zrozumienie sekwencji operacji wewnątrz próżniowej maszyny do wulkanizacji gumy wyjaśnia, dlaczego integracja próżniowa tak znacząco poprawia jakość wydruku. Proces przebiega w kilku odrębnych etapach, którymi maszyna steruje automatycznie za pomocą programowalnego sterownika logicznego (PLC) lub interfejsu z ekranem dotykowym.
Cykl rozpoczyna się od przygotowania formy i załadunku. Operator umieszcza nieutwardzoną mieszankę gumową – w postaci wstępnie zważonych półfabrykatów, arkuszy lub preform – w ogrzanej gnieździe formy. Forma zamyka się częściowo i włącza się pompa próżniowa, usuwająca powietrze i resztkową wilgoć z wnęki formy poprzez zintegrowane kanały próżniowe. Po osiągnięciu docelowego poziomu podciśnienia i jego utrzymaniu przez ustawiony czas przebywania, zwykle od 15 do 60 sekund, prasa zamyka się całkowicie, aby wytworzyć ciśnienie formowania. Połączenie ciepła przewodzonego przez ogrzane płyty dociskowe, przyłożonego ciśnienia i braku uwięzionych gazów powoduje następnie równomierną reakcję sieciowania w całej masie gumowej. Po upływie zaprogramowanego czasu utwardzania – który waha się od jednej do trzydziestu minut w zależności od rodzaju mieszanki gumowej i grubości części – prasa otwiera się, uwalniana jest próżnia i utwardzona część jest wyjmowana z formy.
Równie ważna jest precyzja regulacji temperatury. Nowoczesne maszyny do wulkanizacji próżniowej utrzymują temperaturę płyt w zakresie od ±1°C do ±2°C na całej powierzchni formy za pomocą elektrycznych elementów grzejnych oporowych lub płyt podgrzewanych parą, w połączeniu z wbudowanymi czujnikami temperatury i regulatorami PID w pętli zamkniętej. Ta jednorodność zapewnia spójne utwardzanie całego produktu, eliminując ryzyko niedostatecznego utwardzenia środka lub nadmiernego utwardzenia powierzchni, które może wystąpić, gdy w formie występują gradienty temperatury.

Podstawowe komponenty i ich funkcje
Wydajność próżniowej maszyny do wulkanizacji gumy zależy od jakości i integracji jej kluczowych elementów konstrukcyjnych i funkcjonalnych. Każdy element odgrywa określoną rolę w osiągnięciu spójnej, pozbawionej defektów wulkanizacji.
Podgrzewane płyty
Płyty to płaskie, sztywne płyty, pomiędzy którymi ściskana jest forma. W wulkanizatorach próżniowych płyty są wykonane ze stali wysokiej jakości z wbudowanymi elementami grzejnymi lub wewnętrznymi kanałami zapewniającymi cyrkulację pary. Tolerancja płaskości jest krytyczna — płyta dociskowa o nierównym kontakcie z powierzchnią będzie powodować nierównomierny rozkład nacisku w formie, co prowadzi do zmian grubości i niepełnego utwardzenia w strefach niskiego ciśnienia. Maszyny klasy premium określają płaskość płyty dociskowej z dokładnością do 0,05 mm na powierzchni roboczej i wykorzystują wielopunktowy pomiar temperatury do wykrywania i kompensowania wszelkich niejednorodności termicznych.
System próżniowy
Układ próżniowy składa się z pompy próżniowej — zwykle łopatkowej lub suchej śruby — połączonej z wnęką formy poprzez szczelny obwód obejmujący przewody podciśnieniowe, buforowy zbiornik próżniowy, zawory elektromagnetyczne i mierniki podciśnienia. Zbiornik buforowy przechowuje wstępnie opróżnioną objętość, dzięki czemu wnęka formy może zostać szybko doprowadzona do docelowego poziomu próżni bez przeciążania pompy. Uszczelnienie próżniowe powierzchni styku formy uzyskuje się za pomocą uszczelek obwodowych lub kanałów typu O-ring wykonanych w linii podziału formy. Integralność tego systemu uszczelniającego ma fundamentalne znaczenie — każdy wyciek zmniejsza osiągalny poziom podciśnienia i pogarsza skuteczność usuwania powietrza.
Hydrauliczny lub mechaniczny system mocowania
Siła docisku, która utrzymuje formę zamkniętą podczas wulkanizacji, jest wytwarzana albo przez układ cylindrów hydraulicznych, albo, w mniejszych maszynach, przez mechaniczne mechanizmy przełączające. Układy hydrauliczne oferują bardziej precyzyjną i programowalną kontrolę ciśnienia i są standardem w produkcyjnych maszynach do wulkanizacji próżniowej. Siły zwarcia wahają się od zaledwie 50 kN w maszynach laboratoryjnych lub maszynach do produkcji małych części do ponad 10 000 kN w dużych prasach przemysłowych do samochodowych lub przemysłowych wyrobów gumowych. Dokładna kontrola ciśnienia jest niezbędna, ponieważ zarówno podciśnienie, jak i nadciśnienie powodują wadliwe części — wypływki, niedokładności wymiarowe lub pękanie wywołane naprężeniami.
System sterowania PLC
Nowoczesne maszyny do wulkanizacji próżniowej są wyposażone w programowalne sterowniki logiczne i interfejsy człowiek-maszyna z ekranem dotykowym (HMI), które umożliwiają operatorom przechowywanie, przywoływanie i monitorowanie programów utwardzania dla różnych mieszanek gumowych i konfiguracji form. Typowy program przechowuje docelową temperaturę, czas utwardzania, poziom próżni, czas utrzymywania próżni i ciśnienie mocowania w ramach jednej receptury. Sterownik PLC monitoruje informacje zwrotne z czujników w czasie rzeczywistym i generuje alarmy w przypadku odchyleń, zapewniając identyfikowalność procesu i stałą jakość każdej partii.
Rodzaje próżniowych maszyn do wulkanizacji gumy
Maszyny do wulkanizacji gumy próżniowej są dostępne w kilku konfiguracjach, każda dostosowana do różnych wielkości produkcji, geometrii produktu i rodzajów gumy. Wybór odpowiedniego typu maszyny jest równie ważny jak określenie właściwych parametrów procesu.
| Typ maszyny | Konfiguracja | Najlepiej nadaje się do |
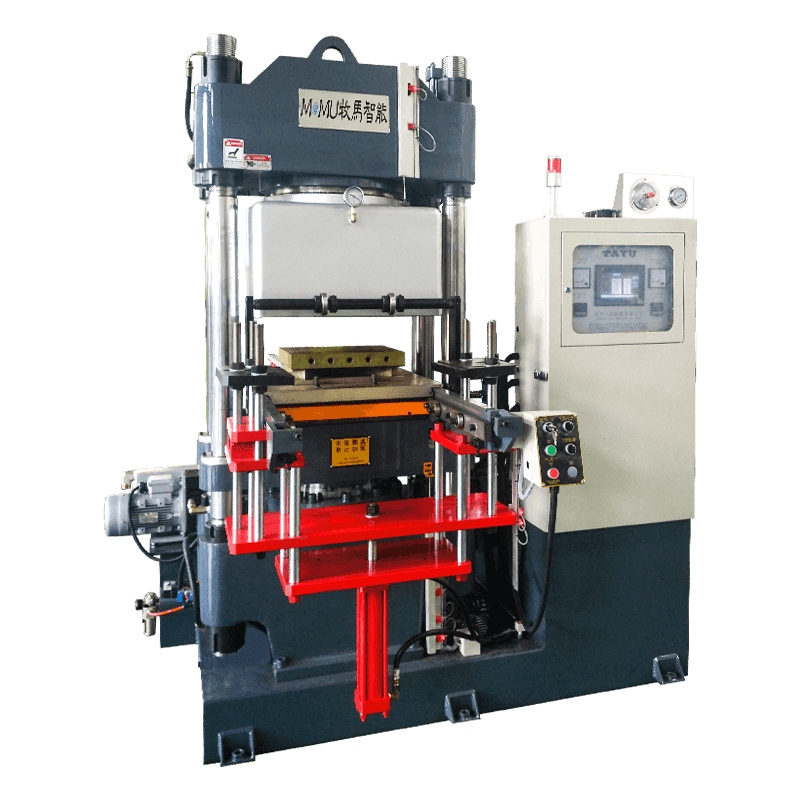
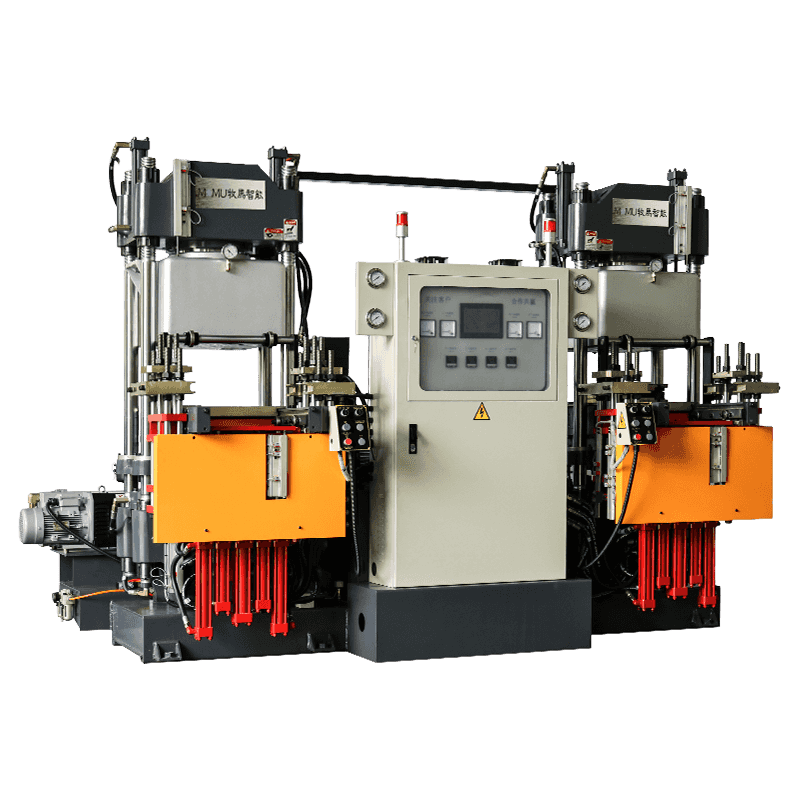
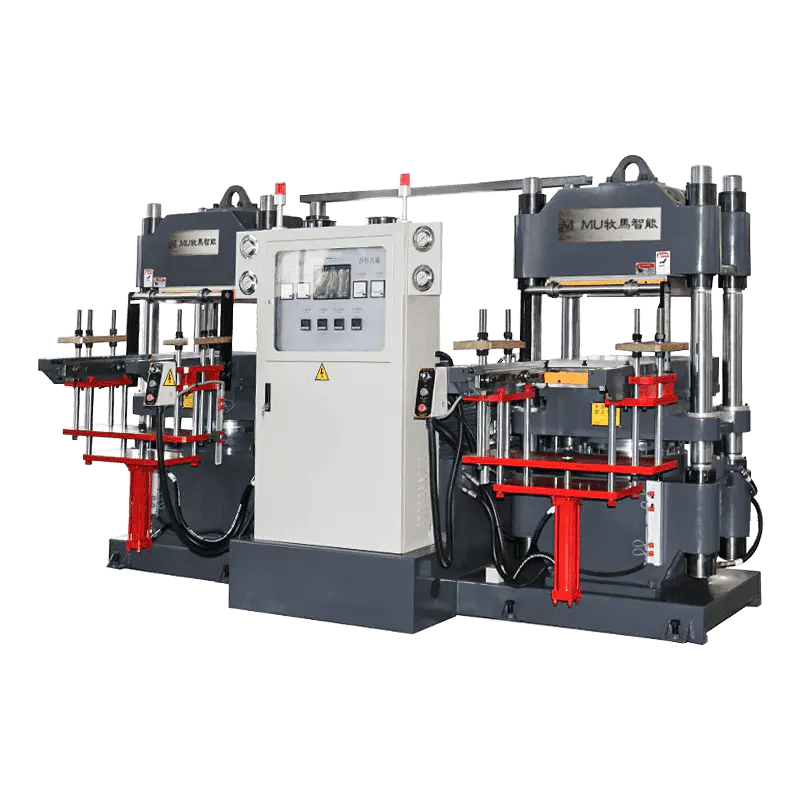
| Prasa płaska z pojedynczym światłem dziennym | Jeden otwór formy pomiędzy dwiema płytami | Małe i średnie płaskie części gumowe, uszczelki, uszczelki |
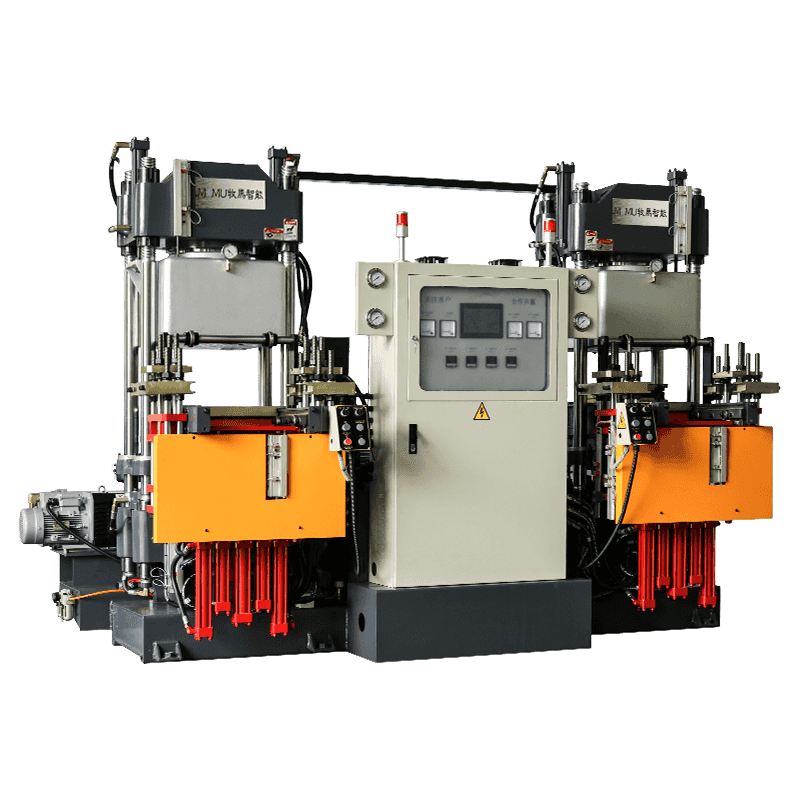
| Prasa wielodniowa | Wiele ułożonych w stos otworów formy na jednej prasie | Produkcja wielkoseryjna płaskich lub cienkich arkuszy gumy |
| Prasa rotacyjna lub karuzelowa | Obrotowa platforma wielostanowiskowa ze stałym źródłem ciepła | Podeszwy obuwia, ciągłe środowiska produkcyjne |
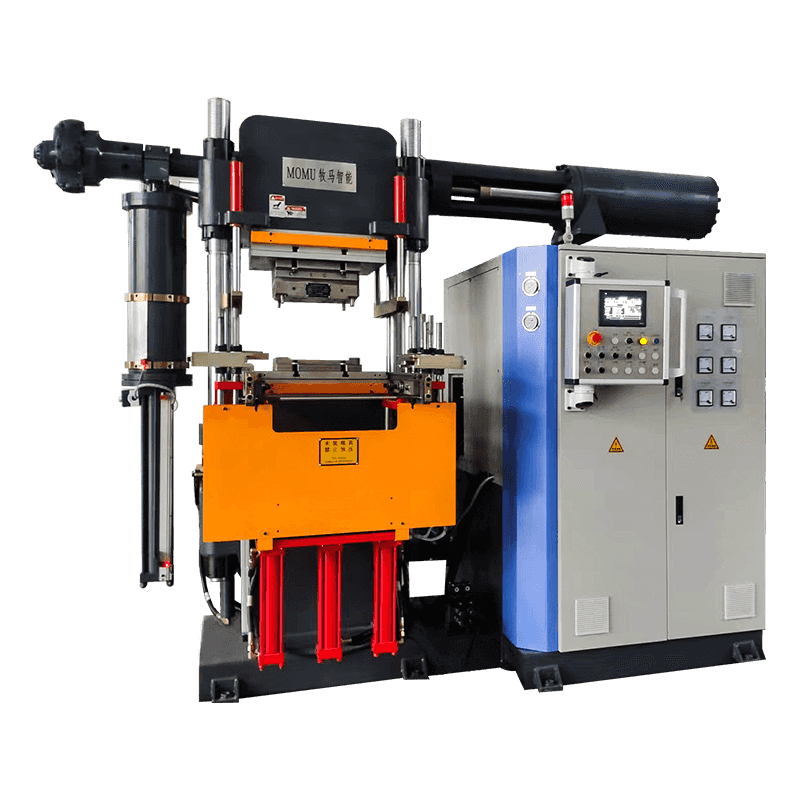
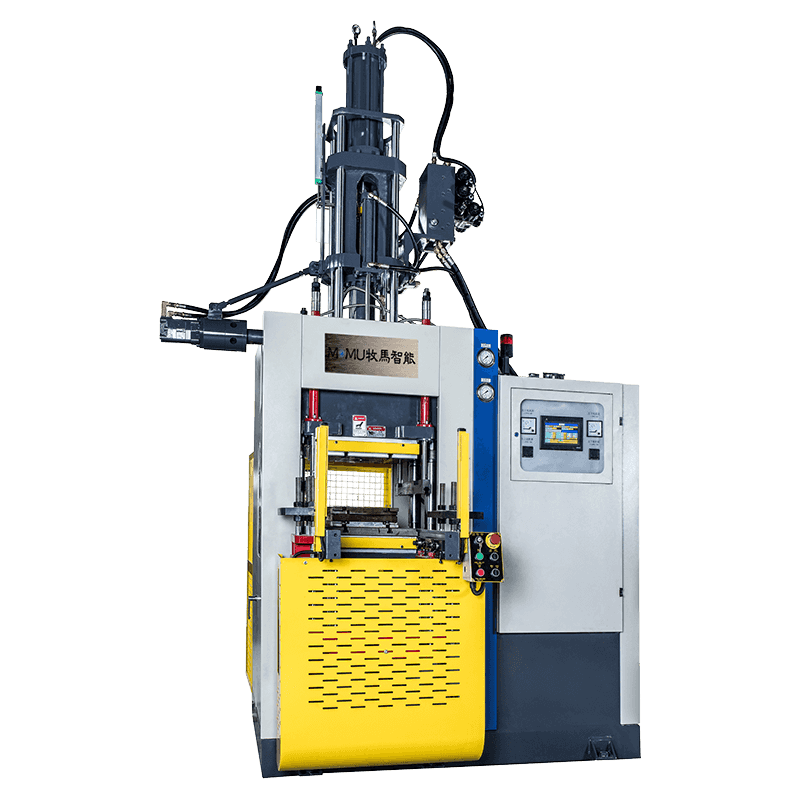
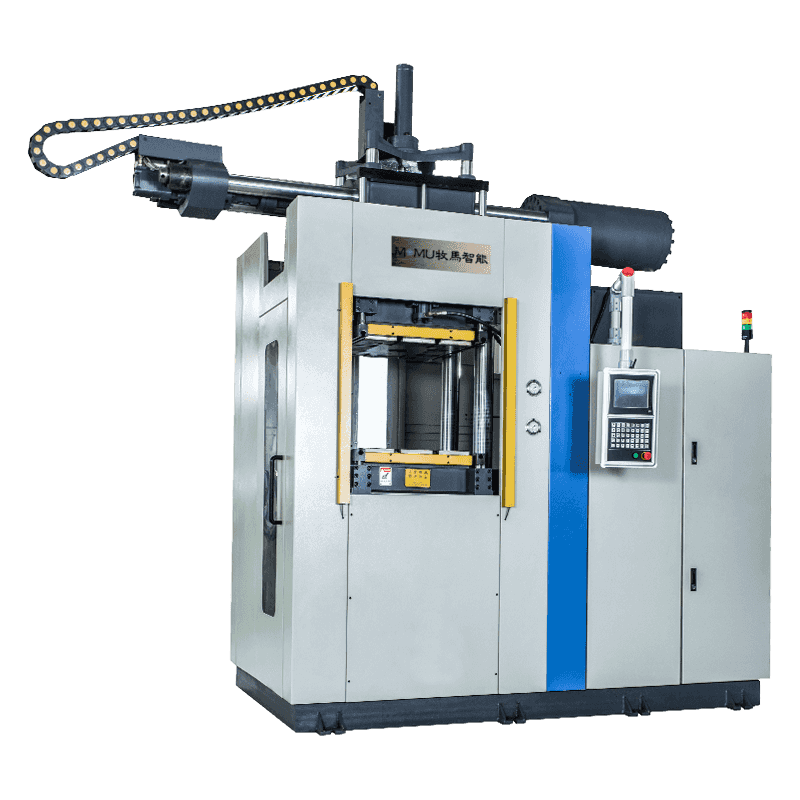
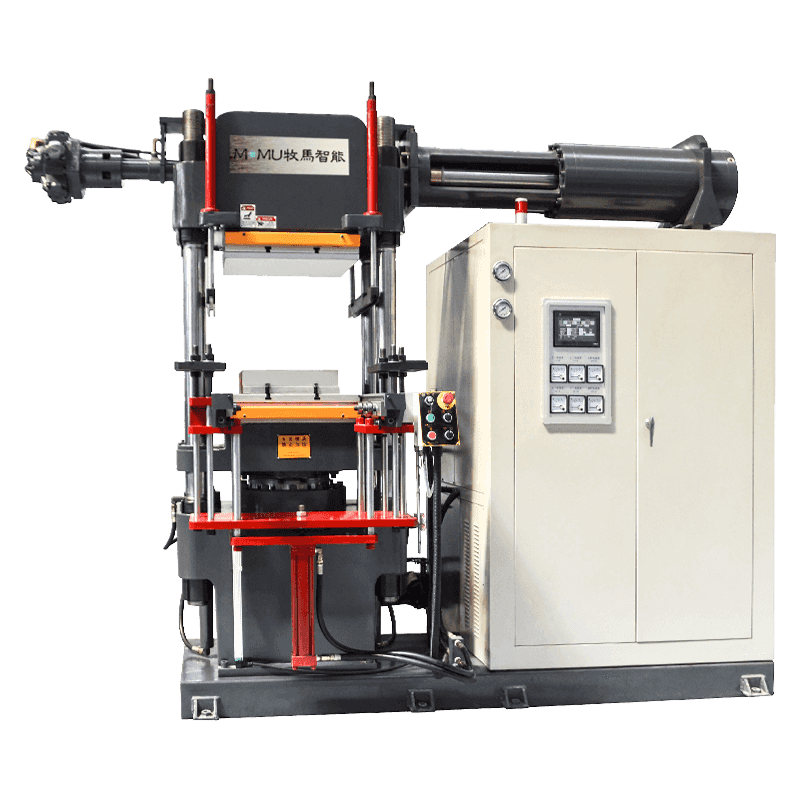
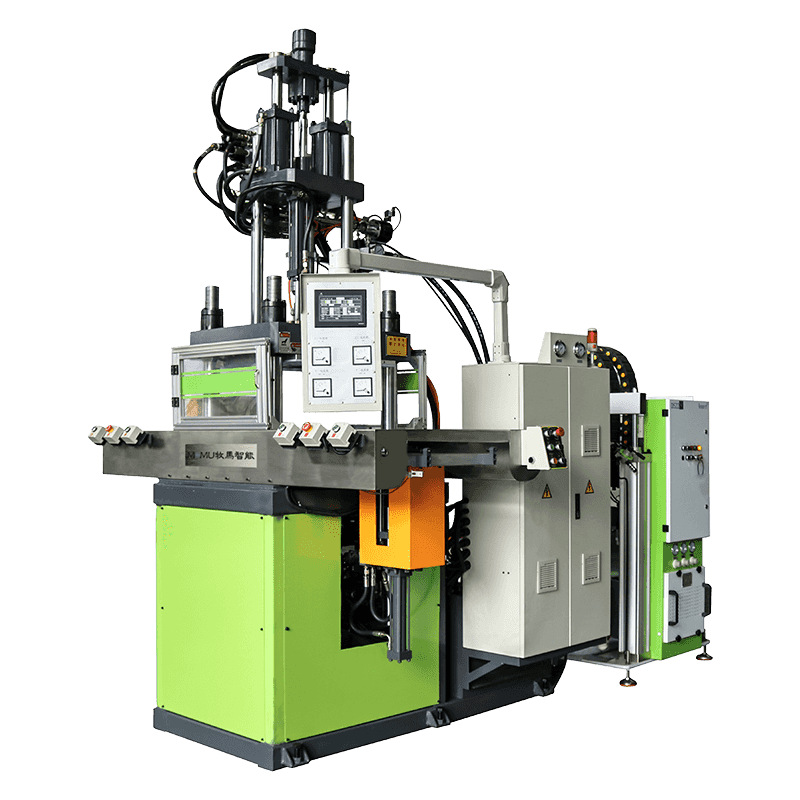
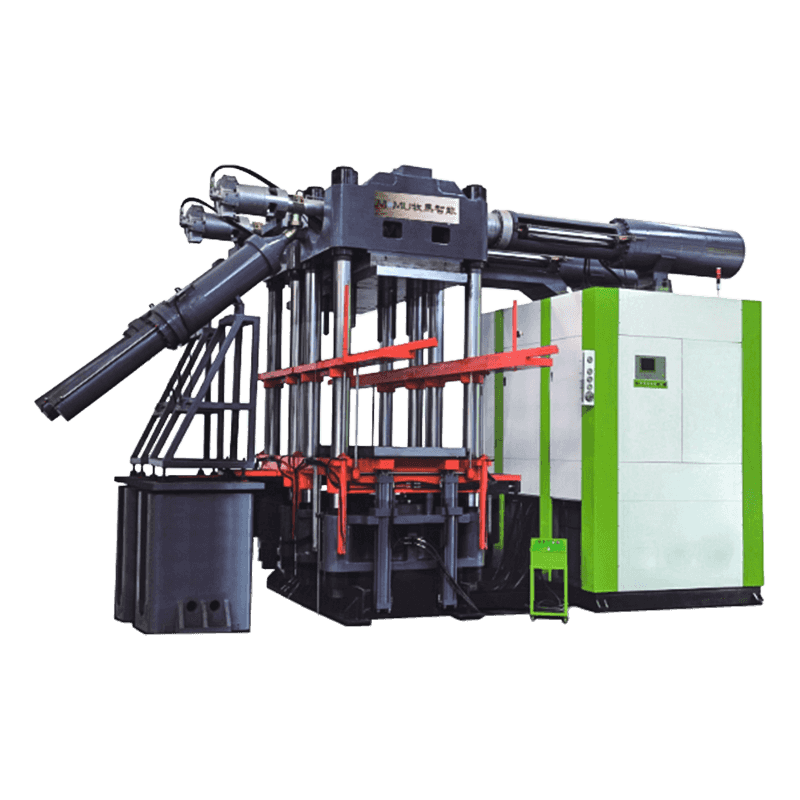
| Pionowa prasa wtryskowa | Guma wtryskiwana pod ciśnieniem do zamkniętej formy | Skomplikowane części 3D, elementy formowane metodą overmoldingu, guma techniczna |
| Prasa próżniowa membranowa | Elastyczna membrana silikonowa wytwarza podciśnienie i ciśnienie | Kompozyty ze spoiwem gumowym, podłoża zakrzywione lub nieregularne |
| Prasa laboratoryjna / stołowa | Kompaktowa jednostka światła dziennego z możliwością podciśnienia | Badania i rozwój, testy złożone, serie małych prototypów |
Zalety wulkanizacji próżniowej w porównaniu ze standardowym prasowaniem
Inwestycja w wydajność próżniową w porównaniu z konwencjonalną prasą do gumy jest uzasadniona wymierną poprawą kilku wskaźników jakości i produkcji. Zalety te stają się szczególnie istotne w przypadku produkcji precyzyjnych części o wąskich tolerancjach wymiarowych, złożonej geometrii lub właściwościach mechanicznych krytycznych dla wydajności.
- Eliminacja porowatości i pustek: Usunięcie powietrza przed utwardzaniem zapobiega tworzeniu się wewnętrznych pęcherzyków i wgłębień na powierzchni, które zmniejszają wytrzymałość na rozciąganie, wydłużenie i właściwości uszczelniające części gumowych. Jest to szczególnie ważne w przypadku O-ringów, membran i wyrobów gumowych klasy medycznej, gdzie integralność wewnętrzna nie podlega negocjacjom.
- Ulepszone wykończenie powierzchni: Warunki próżniowe umożliwiają pełniejsze wpłynięcie mieszanki gumowej w drobne detale formy, tworząc ostrzejsze krawędzie, czystsze wytłoczenia tekstu lub logo oraz gładszą ogólną powierzchnię bez zanieczyszczeń spowodowanych uwięzionym powietrzem.
- Bardziej spójne właściwości mechaniczne: Jednolita gęstość w utwardzonej części oznacza stałą twardość, wytrzymałość na rozciąganie i wartości odkształcenia po ściskaniu w całej partii – krytyczne dla części stosowanych w uszczelnieniach, izolacji wibracyjnej lub zastosowaniach nośnych.
- Zmniejszone stawki złomu i przeróbek: Wady wykryte podczas kontroli wymagają przeróbki lub złomowania całej części. Wulkanizacja próżniowa znacznie zmniejsza częstość występowania pęcherzy, porowatości i wad krótkoterminowych, obniżając ilość złomu i związane z tym koszty materiałów i robocizny.
- Kompatybilność z związkami wrażliwymi na wilgoć: Niektóre specjalistyczne mieszanki gumowe, w szczególności kauczuki silikonowe i niektóre związki EPDM, są szczególnie podatne na powstawanie pęcherzy powierzchniowych spowodowanych resztkową wilgocią. Obróbka próżniowa niezawodnie eliminuje ten rodzaj awarii bez konieczności stosowania dodatkowych etapów suszenia.
- Lepsze wiązanie w połączeniach guma-metal i guma-tkanina: Kiedy guma jest wulkanizowana bezpośrednio na metalowych wkładkach lub podłożach tekstylnych, powietrze uwięzione na styku uniemożliwia pełną przyczepność. Odsysanie próżniowe przed prasowaniem zapewnia ścisły kontakt gumy z podłożem, tworząc mocniejsze i bardziej niezawodne wiązania.
Branże i produkty wykorzystujące wulkanizację próżniową
Próżniowe maszyny do wulkanizacji gumy obsługują szeroką gamę branż, w których jakość produktów gumowych bezpośrednio wpływa na bezpieczeństwo, niezawodność lub zgodność z przepisami. Poniższe sektory reprezentują najważniejsze obszary zastosowań.
Uszczelnienia i uszczelki samochodowe
Gumowe elementy samochodowe, w tym uszczelki drzwi, uszczelki kanałów okiennych, uszczelki silnika i membrany układu hamulcowego, są produkowane metodą wulkanizacji próżniowej, aby zapewnić spójność wymiarową i brak wewnętrznych pustek, które mogłyby prowadzić do wycieków lub przedwczesnych awarii. Filozofia jakości zerowa defektów stosowana w przemyśle motoryzacyjnym sprawia, że obróbka próżniowa jest faktycznie obowiązkowa w przypadku elementów uszczelniających o krytycznym znaczeniu dla bezpieczeństwa dostarczanych głównym producentom OEM.
Zastosowania medyczne i farmaceutyczne
Elementy silikonowe i gumowe klasy medycznej — w tym tłoki strzykawek, membrany zaworów, maski oddechowe i rurki — muszą spełniać rygorystyczne normy czystości i integralności strukturalnej. Wulkanizacja próżniowa eliminuje ryzyko zanieczyszczenia związane z uwięzionym powietrzem, zapewniając jednocześnie gładkość powierzchni i dokładność wymiarową wymaganą w przypadku produktów biokompatybilnych. Wiele norm dotyczących wyrobów medycznych pośrednio wymaga obróbki próżniowej w ramach dobrej praktyki produkcyjnej formowanych części gumowych.
Produkcja podeszew obuwia
W przemyśle obuwniczym próżniowe prasy wulkanizacyjne służą do produkcji gumowych podeszew zewnętrznych o ostrym bieżniku, stałej gęstości i dużej przyczepności do materiałów wierzchnich. Funkcja podciśnienia jest szczególnie przydatna podczas formowania grubych podeszew zewnętrznych, gdzie uwięzienie powietrza w głębokich wgłębieniach bieżnika stanowi ciągłe wyzwanie w przypadku konwencjonalnego prasowania. Próżniowe prasy wulkanizacyjne typu karuzelowego są szeroko stosowane w tego typu zastosowaniach w masowych fabrykach obuwia w całej Azji.
Pieczęcie lotnicze i obronne
Uszczelki gumowe i pierścienie typu O-ring stosowane w układach hydraulicznych w przemyśle lotniczym, układach paliwowych i kontrolach środowiska muszą spełniać niezwykle wąskie tolerancje dotyczące twardości, odkształcenia po ściskaniu i jednorodności wewnętrznej. Wulkanizacja próżniowa jest standardową praktyką w przypadku tych elementów, ponieważ konsekwencje uszkodzenia uszczelnienia w trakcie eksploatacji są poważne. Specyfikacje kauczuku klasy lotniczej często wyraźnie wymagają formowania próżniowego jako części zatwierdzonego procesu produkcyjnego.
Kluczowe czynniki, które należy uwzględnić przy wyborze maszyny
Wybór odpowiedniej próżniowej maszyny do wulkanizacji gumy do konkretnego zastosowania produkcyjnego wymaga systematycznej oceny wymagań procesowych, wielkości produkcji i długoterminowych względów operacyjnych. Nadanie priorytetu najniższej cenie zakupu bez oceny całkowitego kosztu posiadania często prowadzi do powtarzających się problemów z jakością i wyższych kosztów cyklu życia.
- Rozmiar płyty i otwarcie przy świetle dziennym: Wymiary płyty roboczej muszą uwzględniać największą formę, jaką zamierzasz uruchomić, z odpowiednim marginesem. Otwór światła dziennego — maksymalna szczelina między otwartymi płytami — musi być wystarczający dla wysokości formy i odstępu do usuwania części.
- Maksymalna siła mocowania: Oblicz wymaganą siłę zwarcia, mnożąc rzutowaną powierzchnię gniazda formy przez wymagane ciśnienie formowania (zwykle od 5 do 20 MPa, w zależności od mieszanki gumy i geometrii części). Nominalny tonaż maszyny musi znacznie przekraczać tę wartość.
- Osiągalny poziom podciśnienia i wydajność pompy: Upewnij się, że maszyna może osiągnąć -0,095 MPa lub więcej i że wydajność pompy próżniowej jest dopasowana do objętości wnęki formy, tak aby docelowy poziom próżni został osiągnięty w akceptowalnym czasie przebywania.
- Zakres temperatur i specyfikacja jednorodności: Sprawdź, czy maksymalna temperatura robocza obejmuje temperaturę utwardzania mieszanki gumowej i poproś o udokumentowane dane dotyczące jednorodności temperatury płyty dociskowej – najlepiej ± 2°C lub lepiej na całej powierzchni płyty dociskowej.
- System sterowania i rejestracja danych: W przypadku produkcji, w której jakość ma kluczowe znaczenie, należy nadać priorytet maszynom z pełną rejestracją danych procesowych, zarządzaniem recepturami i rejestracją historii alarmów. Funkcje te obsługują wymagania norm ISO i specyficznych dla branży systemów jakości oraz upraszczają analizę przyczyn źródłowych w przypadku wystąpienia defektów.
- Wsparcie posprzedażowe i dostępność części zamiennych: Układy próżniowe, elementy hydrauliczne i elementy grzejne wymagają okresowej konserwacji i ewentualnej wymiany. Potwierdź, że producent lub jego lokalny agent może szybko dostarczyć krytyczne części zamienne, a przed związaniem się z dostawcą przejrzyj warunki gwarancji i dostępność inżynierów serwisowych na miejscu.
Praktyki konserwacyjne chroniące wydajność maszyny
Dobrze utrzymana próżniowa maszyna do wulkanizacji gumy zapewnia stałą jakość i dłuższą żywotność. Zaniedbywanie rutynowej konserwacji układów podciśnieniowych i hydraulicznych prowadzi w szczególności do stopniowego pogarszania się wydajności, co często jest błędnie diagnozowane jako problem związany z procesem lub materiałem, a nie problemem maszyny.
- Sprawdzaj i wymieniaj olej w pompie próżniowej w odstępach czasu określonych przez producenta — zazwyczaj co 500 do 1000 godzin pracy — ponieważ zanieczyszczenie olejem znacznie zmniejsza wydajność pompy i osiągalny poziom podciśnienia.
- Przed każdym uruchomieniem produkcyjnym należy sprawdzić uszczelki i pierścienie uszczelniające formy i wymienić je natychmiast po wykryciu zużycia, odkształcenia kompresyjnego lub uszkodzenia, ponieważ nawet niewielka nieszczelność uszczelki uniemożliwia osiągnięcie docelowego poziomu podciśnienia.
- Okresowo sprawdzaj jednorodność temperatury płyty dociskowej za pomocą skalibrowanego wielopunktowego pomiaru termopary i ponownie kalibruj regulatory temperatury PID, jeśli odchylenia przekraczają specyfikację.
- Monitoruj stan oleju hydraulicznego i stan filtrów, wymieniaj filtry i płyny zgodnie z harmonogramem konserwacji, aby zapobiec zużyciu zaworów i wyciekom z cylindrów, które mogą powodować nierówność siły mocowania.
- Utrzymuj powierzchnie płyt w czystości i wolne od odprysków gumy, ponieważ nagromadzone pozostałości powodują nierówny kontakt z formami i powodują lokalne zmiany ciśnienia i temperatury, które pogarszają jakość części.