Dlaczego próżnia zmienia wszystko w wulkanizacji gumy
Wulkanizacja gumy — proces sieciowania łańcuchów polimerowych przy użyciu ciepła i ciśnienia w celu przekształcenia surowej gumy w trwały, elastyczny materiał — jest praktykowany w przemyśle od ponad 180 lat. Jednak wprowadzenie technologii próżniowej do procesu wulkanizacji stanowi jedno z najważniejszych udoskonaleń we współczesnej produkcji gumy. A próżniowa maszyna do wulkanizacji gumy usuwa powietrze i uwięzione gazy z mieszanki gumowej i wgłębienia formy przed i podczas utwardzania, eliminując porowatość, puste przestrzenie i defekty powierzchni, które wulkanizacja pod ciśnieniem nieuchronnie wytwarza w precyzyjnych komponentach.
Rezultatem jest wymiernie lepszy produkt: gęstsze sieci usieciowań, ulepszone właściwości mechaniczne, lepsza dokładność wymiarowa i powierzchnie wolne od defektów – a wszystko to ma kluczowe znaczenie w zastosowaniach, w których awaria elementów gumowych niesie ze sobą konsekwencje w zakresie bezpieczeństwa lub przepisów. W miarę wzrostu zapotrzebowania na precyzyjne części gumowe w sektorach motoryzacyjnym, lotniczym, medycznym i elektronicznym maszyny do wulkanizacji próżniowej przeszły ze sprzętu specjalistycznego do głównego nurtu narzędzi przemysłowych.
Proces wulkanizacji: konwencjonalny a próżniowy
Aby zrozumieć wartość wulkanizacji próżniowej, warto dokładnie sprawdzić, gdzie konwencjonalne metody zawodzą.
Konwencjonalne formowanie tłoczne lub transferowe
W standardowej wulkanizacji kompresyjnej lub transferowej mieszankę gumową umieszcza się w podgrzanej formie i wywiera się ciśnienie w celu wtłoczenia materiału do wnęki formy. Powietrze uwięzione w mieszance lub na styku mieszanki z formą nie ma drogi ucieczki. Gdy temperatura wzrasta i rozpoczyna się sieciowanie, uwięzione powietrze tworzy mikropustki — pory, pęcherze i wżery na powierzchni — które zmniejszają gęstość części, wytrzymałość na rozciąganie i trwałość zmęczeniową. W przypadku niekrytycznych produktów konsumenckich degradacja jest akceptowalna. W przypadku uszczelek, membran, elementów urządzeń medycznych i uszczelek lotniczych tak nie jest.
Wulkanizacja wspomagana próżniowo
Próżniowa maszyna do wulkanizacji gumy wytwarza kontrolowaną próżnię – zazwyczaj w zakresie –0,08 do –0,098 MPa (w przybliżeniu –80 do –98 kPa) — do wnęki formy przed wtryskiwaniem lub prasowaniem masy i utrzymuje tę próżnię przez początkowe etapy utwardzania. Ta ewakuacja usuwa rozpuszczone gazy z matrycy gumowej, eliminuje międzyfazowe kieszenie powietrzne i obniża temperaturę wrzenia wilgoci w mieszance, usuwając ją przed doprowadzeniem ciepła. Następnie cykl utwardzania przebiega pod próżnią i przyłożonym ciśnieniem, uzyskując w pełni skonsolidowaną część pozbawioną pustych przestrzeni.
Kluczowe zalety techniczne wulkanizacji próżniowej
Korzyści wydajnościowe wulkanizacji próżniowej są wymierne na podstawie wielu wskaźników jakości i procesu:
- Eliminacja porowatości i pustek — Odsysanie próżniowe usuwa uwięzione powietrze, zanim żelowanie unieruchomi je na miejscu. Części osiągają gęstość względną zbliżoną do teoretycznego maksimum dla związku, co bezpośrednio przekłada się na lepszą wytrzymałość na rozciąganie, wydłużenie przy zerwaniu i odporność zmęczeniową.
- Doskonała jakość powierzchni — Bez powietrza uwięzionego na styku formy z gumą wykończone powierzchnie są gładkie, kosmetycznie czyste i wolne od wżerów. Jest to szczególnie istotne w przypadku soczewek silikonowych klasy optycznej, rurek medycznych i wyrobów gumowych przeznaczonych dla konsumentów, gdzie estetyka wpływa na postrzeganą jakość.
- Lepsza dokładność wymiarowa — Konsolidacja pozbawiona pustych przestrzeni pozwala uzyskać części dokładnie odpowiadające geometrii formy. Skurcz jest bardziej przewidywalny i równomierny, co zmniejsza zmienność wymiarów po utwardzeniu – to kluczowa zaleta w przypadku O-ringów, uszczelek i części formowanych o wąskich tolerancjach.
- Ulepszony przepływ mieszanki w złożonych geometriach — Zasysanie próżniowe wspomaga złożony ruch w głębokie podcięcia, cienkie przekroje i skomplikowane elementy formy, których wtrysk pod ciśnieniem atmosferycznym ma trudności z całkowitym wypełnieniem.
- Zmniejszone stawki złomu i przeróbek — Eliminując główną przyczynę wad wizualnych i strukturalnych formowanej gumy, wulkanizacja próżniowa znacznie obniża współczynnik odrzuceń precyzyjnych komponentów, poprawiając ogólną efektywność sprzętu (OEE) w operacjach formowania gumy.
- Kompatybilność ze związkami wrażliwymi na wilgoć — Kauczuk silikonowy, EPDM i niektóre specjalne elastomery są szczególnie wrażliwe na wilgoć resztkową podczas utwardzania. Odgazowanie próżniowe przed ogrzewaniem skutecznie usuwa tę wilgoć, zapobiegając porowatości spowodowanej parą w utwardzonej części.
Rodzaje próżniowych maszyn do wulkanizacji gumy
Urządzenia do wulkanizacji próżniowej są dostępne w kilku konfiguracjach, każda dostosowana do innej skali produkcji, rodzaju gumy i geometrii części.
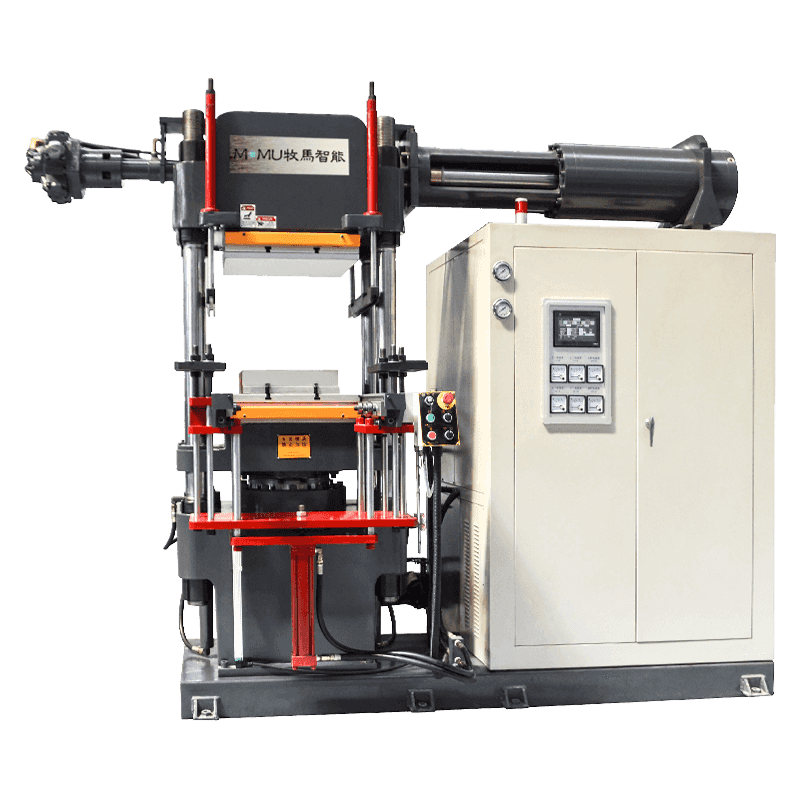
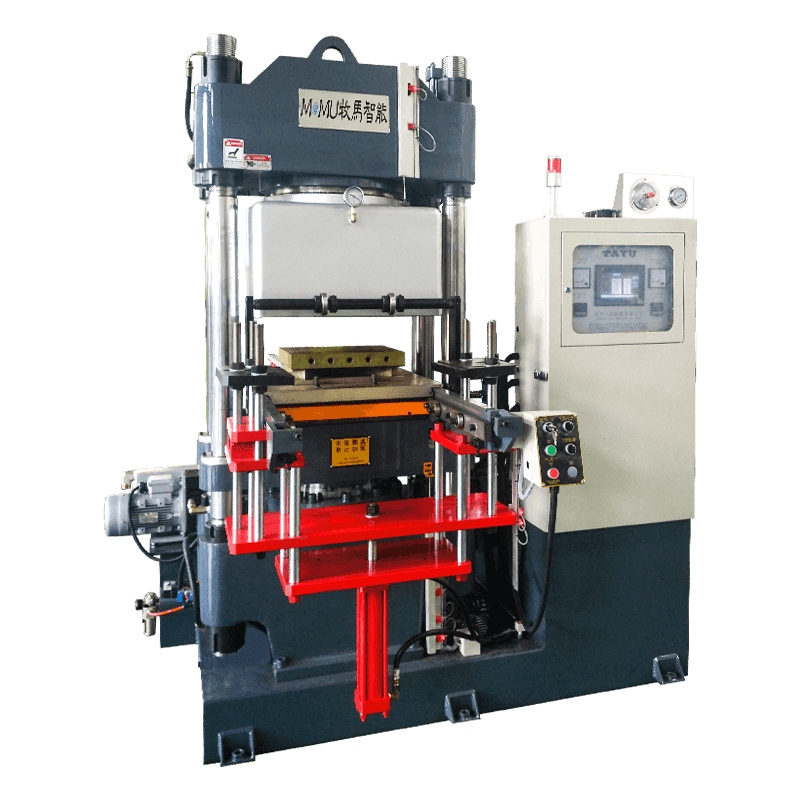
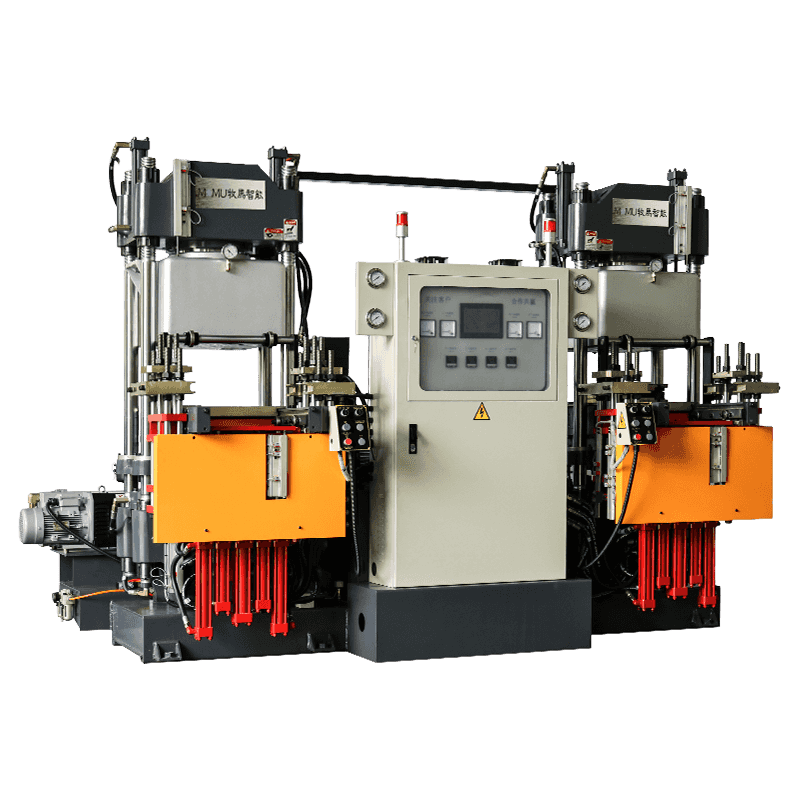
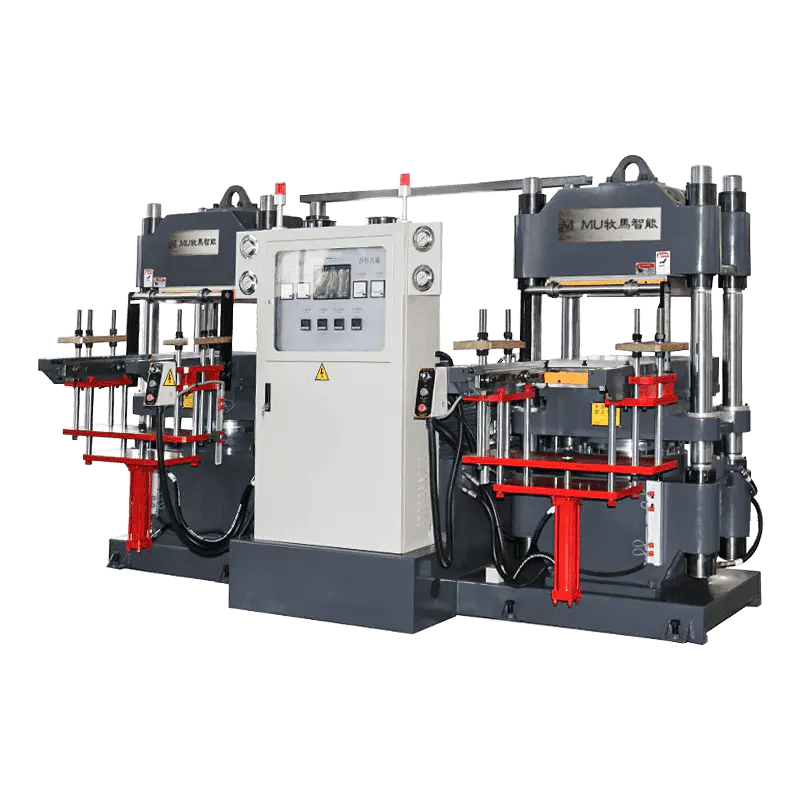
Prasa do formowania próżniowego
Najpowszechniej stosowana konfiguracja przy formowaniu gumy w trybie wsadowym. Prasa hydrauliczna z podgrzewanymi płytami dociskowymi ściska formę; obwód próżniowy – zintegrowany z formą lub zastosowany poprzez obwodową komorę próżniową – opróżnia wnękę przed i podczas zamykania. Nadaje się do płaskich podkładek, arkuszy, uszczelek i stosunkowo prostych profili formowanych. Temperatury płyty zazwyczaj wahają się od 150°C do 200°C , przy ciśnieniu hydraulicznym od 10 do 200 ton w zależności od wielkości części i lepkości mieszanki.
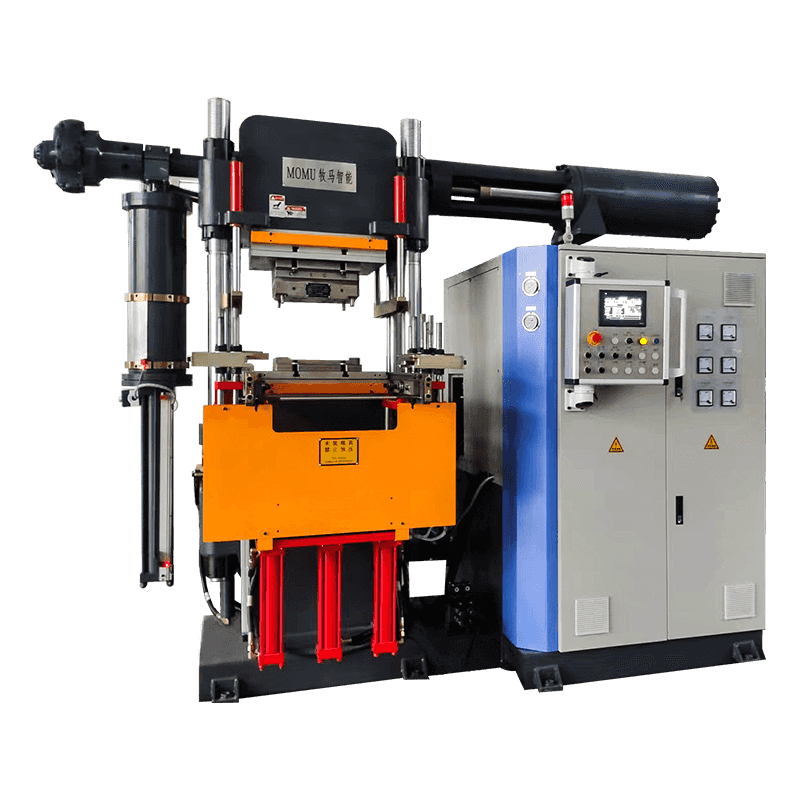
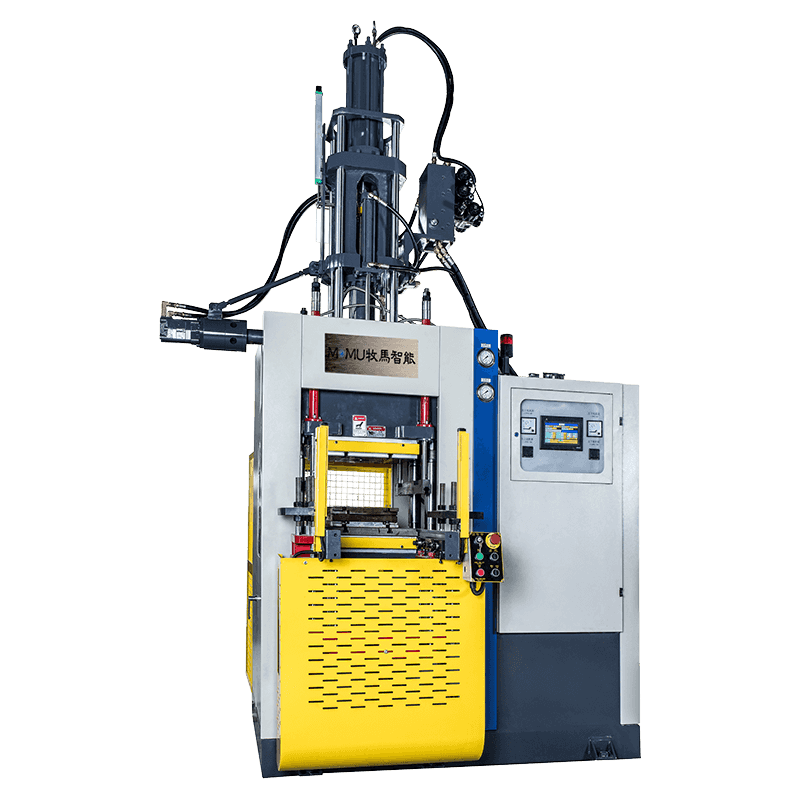
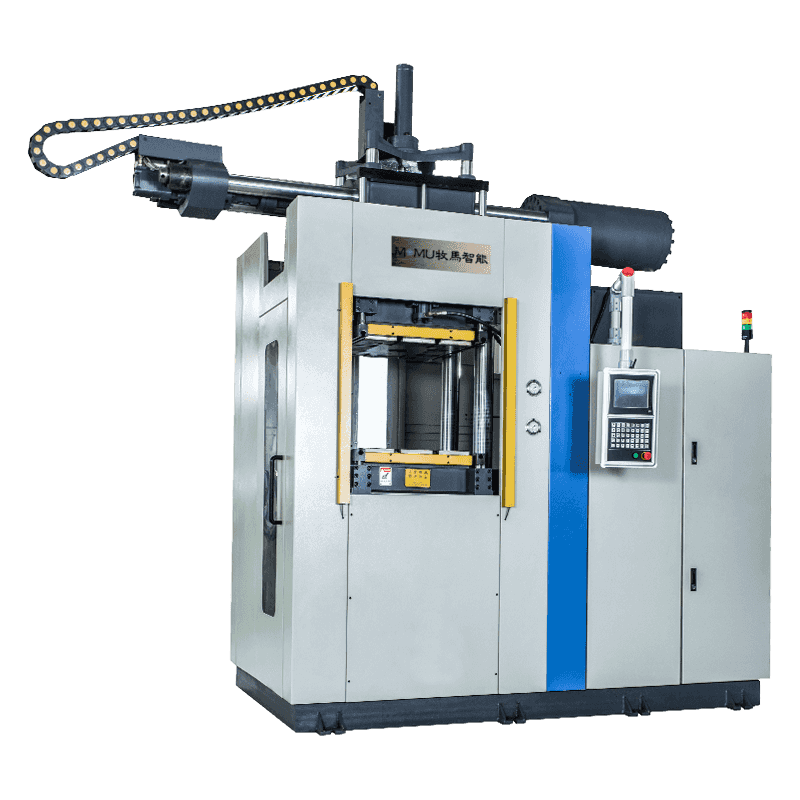
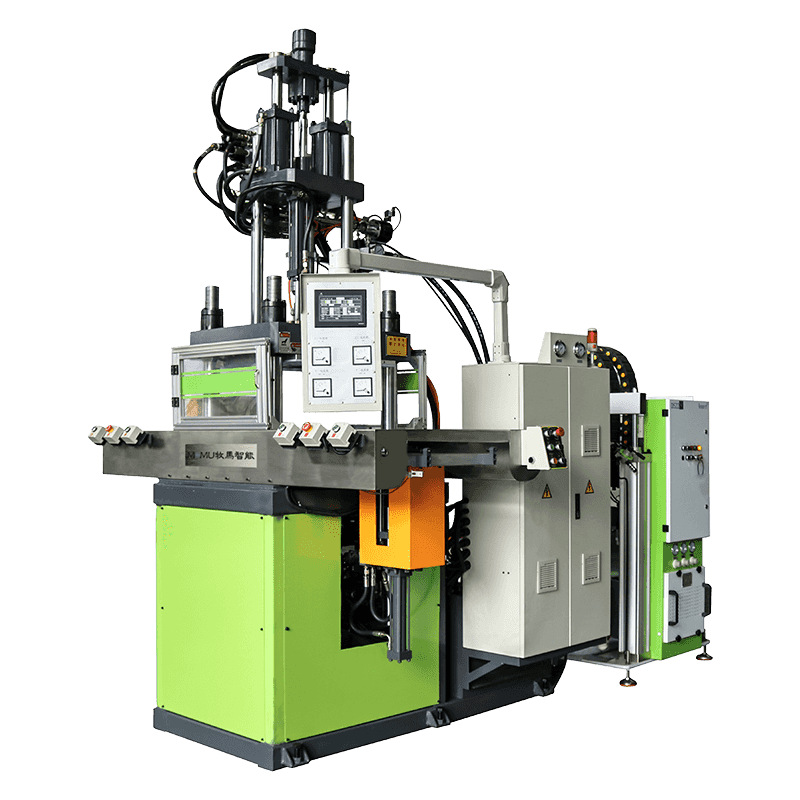
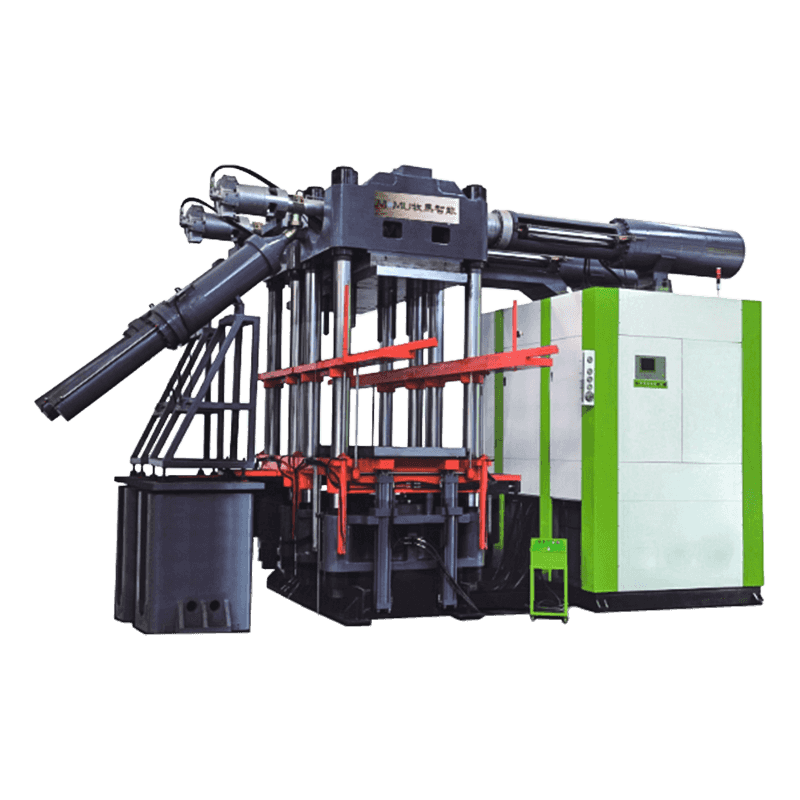
Maszyna do formowania wtryskowego próżniowego
Łączy próżniowe opróżnianie komory z wtryskiwaniem wstępnie uplastycznionej mieszanki gumowej pod ciśnieniem. Formę zamyka się i opróżnia przed rozpoczęciem wtryskiwania, a następnie do pustej wnęki wtryskuje się masę. Taka konfiguracja zapewnia najlepszą spójność wymiarową w przypadku złożonych, trójwymiarowych części produkowanych w dużych ilościach — typowymi zastosowaniami są uszczelki samochodowe, przelotki złączy i elementy urządzeń medycznych. Czasy cykli są krótsze niż w przypadku formowania tłocznego dzięki precyzyjnemu dozowaniu masy i szybszemu napełnianiu.
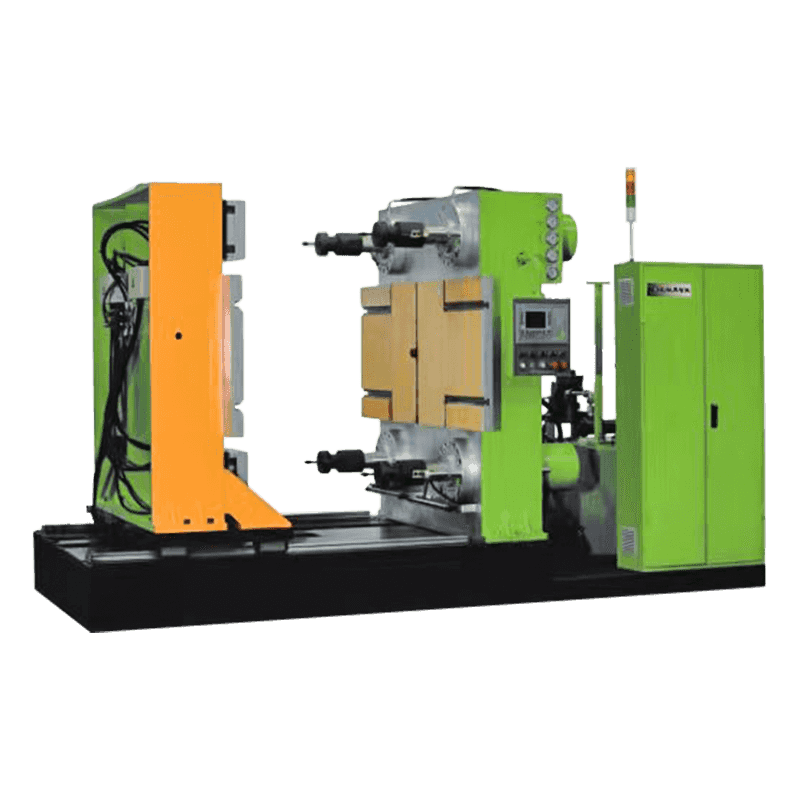
Wulkanizator w autoklawie próżniowym
Stosowany do dużych części gumowych o nieregularnych kształtach — węży, złączy kompensacyjnych, rur wyłożonych gumą i zespołów kompozytowych — których nie można umieścić w konwencjonalnej formie prasowej. Część umieszcza się w worku próżniowym lub szczelnie zamkniętej komorze, opróżnia, a następnie poddaje działaniu podwyższonej temperatury i ciśnienia (para lub gorące powietrze) w naczyniu autoklawu. Powszechnie stosowane w klejeniu gumy w przemyśle lotniczym i dużych przemysłowych wykładzinach gumowych. Czasy cykli są dłuższe, ale proces uwzględnia geometrię części, z którą nie radzi sobie żadna inna metoda.
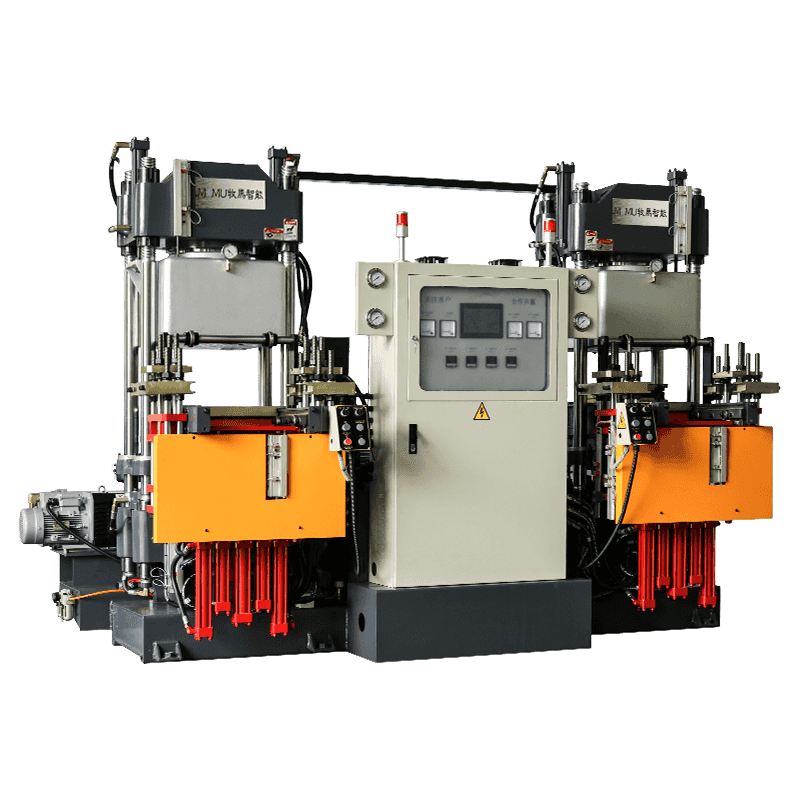
Prasa wulkanizacyjna z płytą próżniową (typ przenośnika taśmowego)
Specjalnie zaprojektowany do wulkanizacji gumowych taśm przenośnikowych, arkuszy podłogowych i szerokich produktów płaskich. Wiele podgrzewanych płyt dociskowych prasuje taśmę lub arkusz z podawaniem ciągłym, podczas gdy w strefie prasy stosowana jest próżnia. Powszechnie stosowane w produkcji taśm przenośnikowych i podłóg gumowych, gdzie szerokość może przekraczać 2000 mm i wymagana jest ciągła przepustowość.
Podstawowe komponenty systemu
Próżniowa maszyna do wulkanizacji gumy integruje kilka podsystemów, które muszą współpracować, aby osiągnąć stałą jakość utwardzania.
| Podsystem | Funkcja | Kluczowa specyfikacja |
|---|---|---|
| System pompy próżniowej | Opróżnia gniazdo formy do docelowego ciśnienia | Wartość docelowa: ≤–0,095 MPa; pompa łopatkowa lub pompa z pierścieniem cieczowym |
| Płyty grzewcze / komora | Dostarczaj i utrzymuj równomierną temperaturę utwardzania | jednorodność ±1–2°C; ogrzewane elektrycznie lub parowo |
| Hydrauliczny system mocowania | Wywiera i utrzymuje ciśnienie zamknięcia formy | Tonaż dostosowany do powierzchni części i lepkości mieszanki |
| System uszczelniania próżniowego | Utrzymuje integralność próżni podczas cyklu utwardzania | Uszczelki typu O-ring lub labiryntowe na linii podziału formy |
| System sterowania PLC | Sekwencja zdarzeń związanych z próżnią, temperaturą i ciśnieniem | Programowalne profile utwardzania; możliwość rejestrowania danych |
| Kontroler temperatury formy | Szybkie nagrzewanie i precyzyjna regulacja temperatury | sterowany PID; czas reakcji <30 sekund |
Zastosowania przemysłowe
Próżniowe maszyny do wulkanizacji gumy są stosowane wszędzie tam, gdzie konwencjonalna wulkanizacja powoduje niedopuszczalne wskaźniki defektów lub gdzie właściwości materiału muszą spełniać rygorystyczne standardy wydajności.
Samochodowe systemy uszczelniające
Uszczelki komory silnika, uszczelki drzwi i okien, pierścienie typu O-ring układu paliwowego i membrany układu hamulcowego należą do zastosowań o największej liczbie zastosowań. Zawiera jeden pojazd osobowy ponad 400 pojedynczych gumowych elementów uszczelniających , z których wiele musi spełniać standardy zerowej wycieku w okresie użytkowania wynoszącym 150 000 km. Formowanie próżniowe zapewnia integralność przekroju poprzecznego pozbawioną pustych przestrzeni, która to umożliwia.

Sprzęt medyczny i farmaceutyczny
Komponenty z kauczuku silikonowego do wyrobów medycznych — rurki, korki, membrany, elementy pomp perystaltycznych i części do wszczepiania — wymagają całkowitej wolności od porowatości i zanieczyszczeń. Wulkanizacja próżniowa jest akceptowanym standardowym procesem formowania silikonu klasy medycznej, a zgłoszenia regulacyjne dotyczące wyrobów medycznych klasy II i III zazwyczaj odnoszą się do przetwarzania próżniowego w ramach zatwierdzonego protokołu produkcyjnego.
Lotnictwa i Obrony
Uszczelki drzwi samolotu, uszczelki zwiększające ciśnienie w kabinie, elastomery układu paliwowego i mocowania izolacji wibracyjnej muszą spełniać wymagania specyfikacji AS9100 i MIL, które wyraźnie uwzględniają porowatość i tolerancję wymiarową. Wulkanizacja w autoklawie próżniowym jest standardową metodą w przypadku zespołów wiązanych gumą klasy lotniczej i wielkoformatowych komponentów elastomerowych.
Elektronika i półprzewodniki
Klawiatury silikonowe, przewodzące styki elastomerowe, uszczelki ekranujące EMI i silikonowe soczewki klasy optycznej do zastosowań LED – wszystkie korzystają z formowania próżniowego. Porowatość tych komponentów powoduje zmiany rezystancji elektrycznej, rozproszenie optyczne i przedwczesne awarie mechaniczne – defekty, które wulkanizacja próżniowa eliminuje na poziomie procesu, zamiast polegać na dalszej kontroli i sortowaniu.
Węże przemysłowe i systemy przenośników
Wysokociśnieniowe węże hydrauliczne, linie przesyłu środków chemicznych i przenośniki taśmowe pracujące w środowiskach ściernych lub agresywnych chemicznie wymagają gęstych, pozbawionych pustych przestrzeni konstrukcji gumowych, aby osiągnąć znamionowe ciśnienie rozrywające i trwałość użytkową. Wulkanizacja w autoklawie próżniowym lub w prasie próżniowej zapewnia jakość konsolidacji wymaganą w tych zastosowaniach.
Parametry procesu i projekt cyklu utwardzania
Cykl utwardzania w przypadku wulkanizacji próżniowej obejmuje precyzyjnie uporządkowaną serię zdarzeń. Odchylenia od zoptymalizowanej sekwencji – szczególnie czas podciśnienia w stosunku do rampy temperatury – bezpośrednio wpływają na jakość części.
- Załadunek formy i wstępne zamknięcie — Załadowuje się masę i formę zamyka do stanu „pęknięcia” (częściowo zamknięta), aby umożliwić zasysanie próżni bez pełnego sprasowania.
- Aplikacja próżniowa — Pompa próżniowa opróżnia gniazdo formy do docelowego ciśnienia (zwykle ≤–0,09 MPa). Ten etap trwa zwykle od 30 do 120 sekund, w zależności od objętości wnęki i zawartości gazu złożonego. Przed rozpoczęciem znacznego przenoszenia ciepła do związku należy osiągnąć próżnię — przedwczesne ogrzewanie inicjuje sieciowanie przed zakończeniem odgazowania.
- Pełne zamknięcie formy w próżni — Po potwierdzeniu docelowej próżni stosowane jest pełne hydrauliczne ciśnienie mocowania. Związek przepływa do próżniowej wnęki pod połączonym zasysaniem próżni i ciśnieniem mechanicznym.
- Utwardzanie izotermiczne — Temperaturę formy utrzymuje się na określonym poziomie temperatury utwardzania (zwykle 150–180°C dla związków NR/SBR; 170–200°C dla silikonu) przez obliczony czas utwardzania t90 — czas do osiągnięcia 90% maksymalnej gęstości usieciowania określonej metodą analizy reometrycznej.
- Uwolnienie ciśnienia i wyjęcie z formy — Po zakończeniu utwardzania zwalnia się ciśnienie mocowania, usuwa podciśnienie i otwiera formę w celu usunięcia części. W przypadku niektórych związków silikonu i fluoroelastomeru można zastosować wtórną wulkanizację po utwardzeniu w piecu w celu zakończenia sieciowania i usunięcia produktów ubocznych utwardzania.
Kryteria wyboru sprzętu
Wybór prawa maszyna do wulkanizacji próżniowej dla danego zastosowania wymaga oceny kilku współzależnych czynników. Nadmierne uproszczenie tej decyzji prowadzi albo do niedostatecznie dobranego sprzętu, który nie jest w stanie osiągnąć wymaganej jakości, albo do przeprojektowanych maszyn, których możliwości nigdy nie są wykorzystywane.
- Rozmiar i geometria części — Profile płaskie lub proste pasują do konfiguracji pras kompresyjnych; złożone trójwymiarowe części wymagają możliwości formowania wtryskowego; duże lub nieregularne kształty wymagają obróbki w autoklawie.
- Typ mieszanki gumowej — Silikon, EPDM, NBR, fluoroelastomer i kauczuk naturalny mają różne wymagania dotyczące temperatur utwardzania, ciśnień i czułości na próżnię, które wpływają na specyfikację maszyny.
- Wielkość produkcji — Produkcja wielkoseryjna uzasadnia inwestycję w wielogniazdowe prasy wtryskowe z automatycznym rozformowaniem; W przypadku małych i prototypowych prac lepiej sprawdzają się mniejsze, elastyczne jednostki kompresyjne.
- Głębokość próżni i czas utrzymywania — Zastosowania ze związkami o dużej lepkości lub preparatami o dużej zawartości gazu wymagają głębszej próżni (bliżej –0,098 MPa) i dłuższych czasów utrzymywania próżni przed rozpoczęciem utwardzania.
- Specyfikacja jednorodności temperatury — Części medyczne i lotnicze o wąskiej tolerancji wymagają równomierności temperatury płyty dociskowej wynoszącej ±1°C lub wyższej; ogólne zastosowania przemysłowe mogą akceptować ±3–5°C.
- Wymagania dotyczące automatyzacji i rejestrowania danych — Branże regulowane (medycyna, lotnictwo, kontakt z żywnością) wymagają pełnego rejestrowania parametrów procesu, identyfikowalności poszczególnych partii oraz profili utwardzania sterowanych przez sterownik PLC, których nie można ręcznie zmienić podczas produkcji.
Kompleksowy audyt procesu — obejmujący przegląd składu mieszanki, projektu części, wymagań jakościowych i wielkości produkcji — przeprowadzony przed zakupem sprzętu pozwala uniknąć kosztownych błędów w specyfikacji i zapewnia, że wybrana maszyna zapewnia wymaganą wydajność od momentu uruchomienia.