Jak działa wtryskarka do gumy
A wtryskarka do gumy przetwarza surowe mieszanki gumowe w precyzyjnie ukształtowane gotowe części poprzez wtłaczanie podgrzanego, uplastycznionego materiału gumowego pod wysokim ciśnieniem do zamkniętej wnęki formy, gdzie ulega on wulkanizacji – sieciowaniu chemicznemu – w stabilną, elastyczną substancję stałą. W przeciwieństwie do formowania wtryskowego termoplastycznego, które topi i ponownie topi ten sam materiał, formowanie wtryskowe gumy opiera się na nieodwracalnej reakcji wulkanizacji wywołanej ciepłem i czasem. Po utwardzeniu gumy w formie nie można jej ponownie stopić ani formować, co oznacza, że przed rozpoczęciem pełnej produkcji należy prawidłowo wybrać każdy parametr procesu.
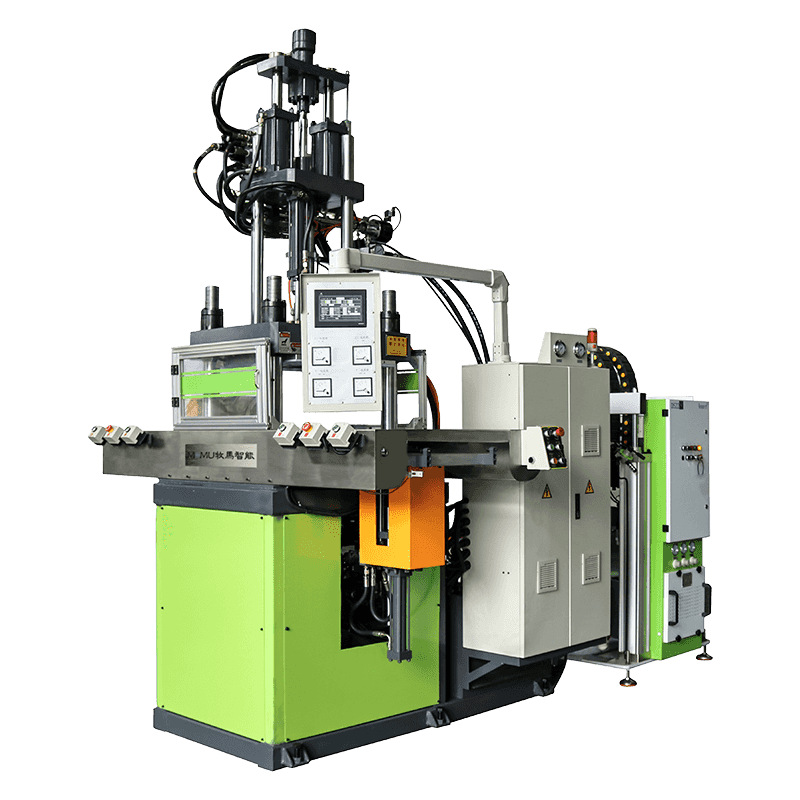
Proces rozpoczyna się od wprowadzenia mieszanki gumowej do jednostki uplastyczniającej maszyny – zwykle zestawu śrubowo-bębenkowego – gdzie jest ona podgrzewana do dokładnie kontrolowanej temperatury wstępnego podgrzewania, zwykle od 70°C do 100°C, co zapewnia jej płynność bez powodowania przedwczesnej wulkanizacji. Obrót ślimaka homogenizuje mieszankę i buduje ciśnienie wtrysku. Gdy forma jest zamknięta i zaciśnięta, jednostka wtryskowa wprowadza plastyfikowaną gumę przez wlew, kanały i bramy do wnęk formy. Sama forma jest podgrzewana do wyższej temperatury — zwykle od 160°C do 200°C — gdzie następuje aktywacja środka wulkanizującego i guma twardnieje w określonym czasie, zanim forma zostanie otwarta i wyrzucona część.
Podstawowe komponenty i ich funkcje
Zrozumienie funkcjonalnej roli każdego głównego komponentu pomaga operatorom diagnozować problemy, optymalizować ustawienia procesu i podejmować świadome decyzje podczas porównywania specyfikacji maszyn różnych producentów.
Jednostka wtryskowa
Jednostka wtryskowa składa się z podgrzewanej beczki, ślimaka posuwisto-zwrotnego i dyszy. Ślimak służy dwóm celom: obraca się, aby uplastycznić i przenieść mieszankę gumową do przodu, a następnie działa jak tłok wstrzykujący nagromadzony materiał do formy. Geometria ślimaka do gumy różni się od geometrii stosowanej w maszynach termoplastycznych — śruby gumowe mają zazwyczaj niższy stopień sprężania i płytsze zwoje, aby uniknąć wytwarzania nadmiernego ciepła tarcia, które mogłoby spowodować przypalenie, czyli przedwczesną wulkanizację wewnątrz cylindra, zanim materiał dotrze do formy.
Jednostka zaciskowa
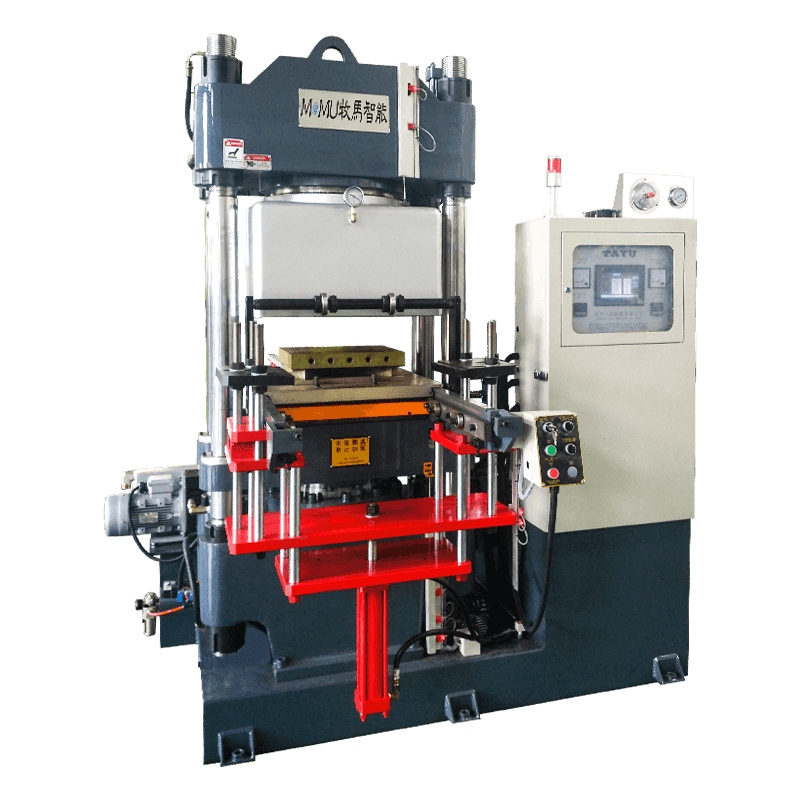
Zespół zaciskowy utrzymuje razem dwie połówki formy, przeciwstawiając się sile generowanej przez ciśnienie wtrysku. Siła zwarcia mierzona jest w kiloniutonach (kN) lub tonach i musi przekraczać rzutowaną powierzchnię wnęk formy pomnożoną przez ciśnienie wtrysku. Niewystarczająca siła mocowania powoduje powstawanie wypływek – cienkich żeberek nadmiaru gumy na linii podziału – co zwiększa koszty w wyniku przycinania i pogarsza dokładność wymiarową części. Większość wtryskarek do gumy wykorzystuje hydrauliczne systemy mocowania, chociaż konfiguracje hydrauliczne ze wspomaganiem przełączającym i bezpośrednie zapewniają inną charakterystykę prędkości i siły dostosowaną do różnych wymagań produkcyjnych.
Forma i system grzewczy
Forma jest elementem narzędziowym, który określa geometrię gotowej części. W przypadku wtrysku gumy formy są podgrzewane — najczęściej za pomocą elektrycznych grzejników kasetowych lub krążącego gorącego oleju — w celu utrzymania stabilnej temperatury wulkanizacji na całej powierzchni wnęki. Równomierność temperatury w formie ma kluczowe znaczenie: gorące punkty powodują nadmierne utwardzanie i pogorszenie właściwości materiału, natomiast zimne punkty prowadzą do niedostatecznie utwardzonych części, które nie nadają się do użytku. Wysokiej jakości formy zawierają czujniki temperatury umieszczone w pobliżu każdej wnęki, aby umożliwić monitorowanie i korygowanie w czasie rzeczywistym podczas produkcji.
System sterowania
Nowoczesne wtryskarki gumy są wyposażone w systemy sterowania oparte na sterownikach PLC lub komputerach PC, które umożliwiają operatorom programowanie i przechowywanie kompletnych receptur procesu obejmujących strefy temperatur bębna, profile prędkości wtrysku, ciśnienie wtrysku, ciśnienie przetrzymywania, czas utwardzania, temperaturę formy i sekwencję wyrzucania. Możliwość zapisywania i przywoływania receptur jest szczególnie ważna w zakładach produkujących wiele produktów, gdzie maszyny są regularnie przełączane pomiędzy różnymi mieszankami gumy i geometrią części, z których każda wymaga odrębnego zestawu parametrów.
Kluczowe parametry procesu, które każdy operator musi kontrolować
Jakość części formowanych wtryskowo z gumy zależy od tego, jak dokładnie parametry procesu są ustawione i utrzymywane w trakcie całego cyklu produkcyjnego. Poniższe parametry współdziałają ze sobą, co oznacza, że zmiana jednego często wymaga dostosowania innych, aby utrzymać jakość części.
| Parametr | Typowy zasięg | Efekt, jeśli jest za niski | Efekt, jeśli jest zbyt wysoki |
| Temperatura beczki | 70°C – 100°C | Słaby przepływ, niepełne wypełnienie | Przypalenie, przedwczesne wyleczenie |
| Temperatura formy | 160°C – 200°C | Niedoutwardzone, słabe części | Nadmierne utwardzanie, degradacja powierzchni |
| Ciśnienie wtrysku | 80 – 200 MPa | Krótkie strzały, puste przestrzenie | Błysk, uszkodzenie pleśni |
| Czas leczenia | 30 sek. – 10 min | Kleiste, niedojrzałe części | Kruche, nadmiernie utwardzone części |
| Prędkość wtrysku | Specyficzne dla aplikacji | Linie dzianiny, niekompletne wypełnienie | Odrzuty, uwięzienie powietrza |
Czas utwardzania jest parametrem mającym najbardziej bezpośredni wpływ na czas cyklu, a tym samym na wydajność produkcji. Należy to określić za pomocą testów reometrycznych konkretnej użytej mieszanki gumy, ponieważ różne receptury – kauczuk naturalny, EPDM, silikon, NBR, neopren – mają własną kinetykę wulkanizacji. Próba skrócenia czasu utwardzania poza możliwości chemiczne związku skutkuje niedostatecznie utwardzonymi częściami, które mogą przejść wstępną kontrolę, ale przedwcześnie nie będą działać.
Branże i zastosowania, w których używane są te maszyny
Wtryskarki do gumy obsługują szeroką gamę branż, w których jednocześnie wymagane są wąskie tolerancje wymiarowe, stałe właściwości materiału i duże wielkości produkcji. Sektor motoryzacyjny ma duży udział w globalnych możliwościach formowania wtryskowego gumy, produkując uszczelki, uszczelki, pierścienie uszczelniające, tłumiki drgań, pierścienie uszczelniające typu „O-ring” i elementy uszczelniające — komponenty, które muszą działać niezawodnie w ekstremalnych zakresach temperatur i mieć długą żywotność. Części gumowe klasy samochodowej są zazwyczaj formowane z EPDM, NBR lub związków silikonowych wybranych ze względu na ich odporność na określone płyny, temperatury i warunki środowiskowe.
Przemysł wyrobów medycznych jest kolejnym głównym użytkownikiem formowania wtryskowego gumy, zwłaszcza komponentów silikonowych. Formowanie wtryskowe płynnej gumy silikonowej (LSR) to wyspecjalizowany wariant procesu, który obejmuje dwuskładnikowe systemy silikonowe utwardzane platyną, w wyniku czego powstają takie części, jak uszczelki chirurgiczne, elementy cewników, maski oddechowe i elementy urządzeń do podawania leków. Formowanie LSR wymaga specjalnej konfiguracji maszyn z chłodzonymi cylindrami wtryskowymi – co jest przeciwieństwem konwencjonalnego formowania gumy – ponieważ materiał szybko utwardza się w temperaturach formy, ale musi być utrzymywany w niskiej temperaturze w cylindrze, aby zapobiec przedwczesnemu żelowaniu.
- Motoryzacja: Uszczelki drzwi i okien, uszczelki silnika, wibroizolatory, elementy hamulców, złącza węży i przelotki pod maską wymagające odporności na ciepło i płyny.
- Medyczne i farmaceutyczne: Silikonowe korki do fiolek, elementów strzykawek, wszczepialnych uszczelek, membran urządzeń oddechowych i elementów do zarządzania płynami wymagających biokompatybilności i odporności na sterylizację.
- Elektronika: Przyciski klawiatury, uszczelki złączy, podkładki tłumiące wibracje i uszczelki obudowy, które chronią płytki drukowane przed wilgocią i wstrząsami mechanicznymi.
- Maszyny przemysłowe: Uszczelnienia hydrauliczne, pneumatyczne pierścienie typu O-ring, elementy przenośników taśmowych, membrany pomp i elementy łączące, które pracują pod ciągłym obciążeniem mechanicznym.
- Dobra konsumpcyjne: Podeszwy butów, uchwyty uchwytów, uszczelki urządzeń kuchennych, elementy produktów dla dzieci i części artykułów sportowych, gdzie liczy się jakość dotyku i trwałość.
Porównanie formowania wtryskowego gumy z formowaniem transferowym i tłocznym
Formowanie wtryskowe gumy nie jest jedyną metodą dostępną w produkcji części gumowych. Formowanie przetłoczne i tłoczenie to starsze, prostsze alternatywy, które pozostają w powszechnym użyciu. Zrozumienie, gdzie każdy proces się wyróżnia, pomaga producentom wybrać właściwą metodę dla danej geometrii części, wymagań dotyczących objętości i budżetu.
Formowanie tłoczne umieszcza wstępnie odważoną porcję nieutwardzonej gumy bezpośrednio w otwartej wnęce formy, a następnie zamyka formę pod ciśnieniem hydraulicznym i ciepłem. Jest to najprostsza i najtańsza opcja oprzyrządowania, ale zapewnia wyższy poziom wypływki, mniejszą spójność wymiarową i dłuższe czasy cykli w porównaniu do wtrysku. Pozostaje praktyczny w przypadku dużych, prostych części o małych wolumenach produkcji, gdzie uzasadnienie kosztów oprzyrządowania jest ważniejsze niż efektywność czasu cyklu. Formowanie transferowe wykorzystuje garnek i tłok do wypychania gumy ze zbiornika przez otwory wlewowe do zamkniętej formy, co zapewnia lepszą kontrolę wymiarów niż prasowanie, ale nadal wytwarza odpady materiału ze zbiornika transferowego, które należy wyrzucić. Formowanie wtryskowe eliminuje większość tych odpadów poprzez wtryskiwanie tylko potrzebnej precyzyjnej objętości wtrysku, zapewnia najkrótsze i najbardziej spójne czasy cykli oraz zapewnia najwyższą dokładność wymiarową – co czyni go preferowanym procesem wszędzie tam, gdzie wielkość części i wymagania jakościowe uzasadniają wyższą inwestycję w maszynę.

Co należy ocenić przy wyborze wtryskarki gumy
Wybór odpowiedniej wtryskarki gumy do konkretnego zastosowania wymaga oceny kilku współzależnych specyfikacji, a nie skupiania się na pojedynczej liczbie, takiej jak siła zwarcia lub wielkość wtrysku.
- Siła mocowania: Oblicz wymaganą siłę mocowania na podstawie przewidywanej powierzchni wnęki i oczekiwanego ciśnienia wtrysku. Zawsze uwzględniaj margines bezpieczeństwa wynoszący co najmniej 10–15% powyżej obliczonego minimum, aby uwzględnić zmienność procesu.
- Objętość wtrysku i średnica ślimaka: Wydajność wtrysku maszyny musi wygodnie pomieścić masę części i masę systemu prowadnic, nie przekraczając 80% maksymalnej objętości wtrysku, co zapewnia stałą homogenizację materiału w każdym cyklu.
- Bezpieczeństwo przypalania: Oceń konstrukcję lufy maszyny i precyzję kontroli temperatury. Maszyny przeznaczone do mieszanek wrażliwych na ciepło lub szybko utwardzających się wymagają kontroli temperatury cylindra w ciasnych strefach i konstrukcji ślimaków o krótkim czasie przebywania, aby zapobiec przypaleniu.
- Rozmiar płyty formy i światło dzienne: Upewnij się, że wymiary płyty maszyny i maksymalna odległość otwarcia formy (światło dzienne) są zgodne z wymiarami formy i wysokością części przy wyrzucaniu.
- Możliwości systemu sterowania: W przypadku zakładów wytwarzających wiele produktów należy nadać priorytet maszynom wyposażonym w przechowywanie receptur, rejestrowanie danych procesowych i możliwość zdalnego monitorowania, aby zapewnić identyfikowalność jakości i skrócić czas konfiguracji między zadaniami.