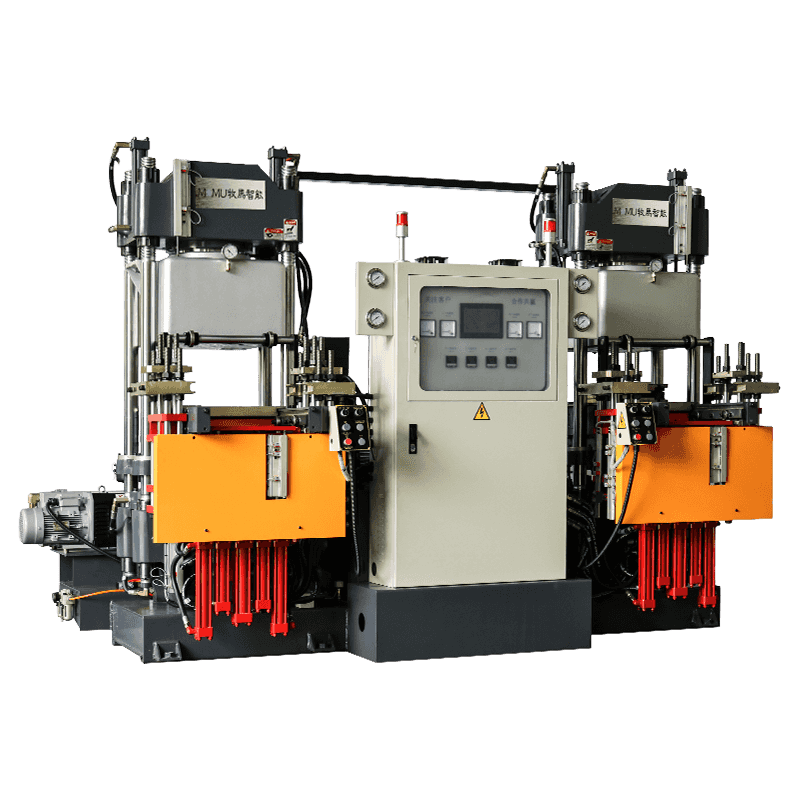
Co to jest wtryskarka LSR?
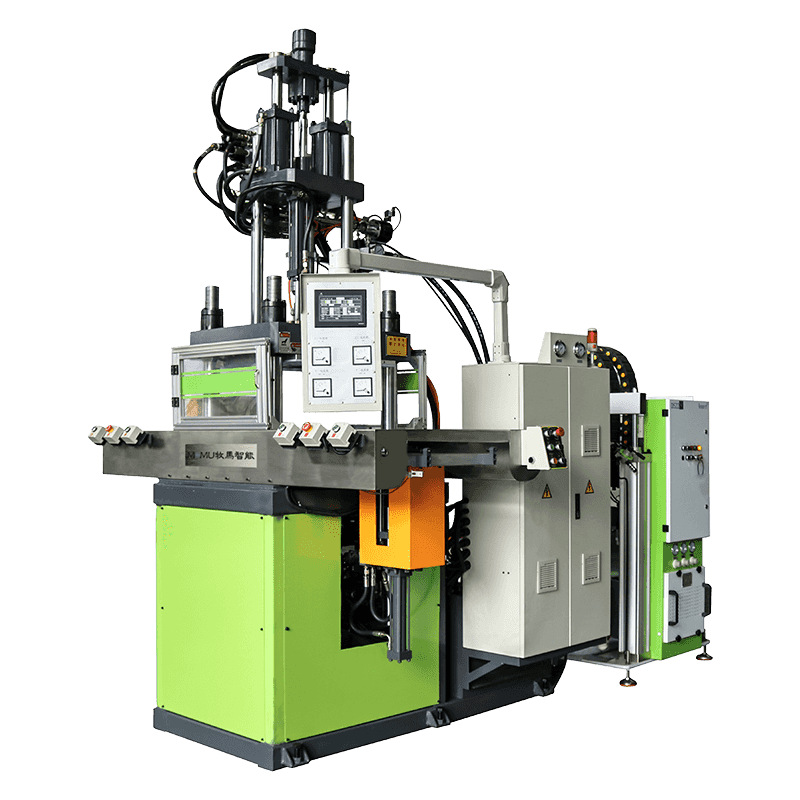
An Wtryskarka LSR to wyspecjalizowany system produkcyjny przeznaczony do przetwarzania ciekłej gumy silikonowej (LSR) na precyzyjnie uformowane części w zamkniętym, zautomatyzowanym cyklu wtrysku. W przeciwieństwie do formowania wtryskowego termoplastycznego, które topi stałe granulki i wtryskuje je do schłodzonej formy, formowanie LSR działa w odwrotny sposób: dwuskładnikowy ciekły silikon jest utrzymywany w niskiej temperaturze podczas wtryskiwania, a następnie utwardzany w ogrzanej formie w reakcji wulkanizacji katalizowanej platyną. Ta zasadnicza różnica w zachowaniu materiału wpływa na prawie każdą decyzję projektową w maszynach LSR – od cylindra z kontrolowaną temperaturą i systemu dozowania po jednostkę zamykającą i konstrukcję formy.
Maszyny LSR są stosowane w wielu gałęziach przemysłu, wszędzie tam, gdzie wymagane jest połączenie elastyczności, stabilności termicznej, biokompatybilności i odporności chemicznej silikonu. Do najpowszechniejszych zastosowań należą urządzenia medyczne, produkty dla niemowląt, uszczelki samochodowe, komponenty elektroniki użytkowej i membrany przemysłowe. Zrozumienie zasad działania maszyny, kluczowych podsystemów i kryteriów wyboru jest niezbędne dla inżynierów i specjalistów ds. zaopatrzenia oceniających możliwości produkcyjne LSR.
Jak działa formowanie wtryskowe LSR: proces podstawowy
LSR jest dostarczany w postaci układu dwuczęściowego: składnik A zawiera polimer bazowy i katalizator platynowy, natomiast składnik B zawiera środek sieciujący i inhibitor. Obydwa składniki są przechowywane w oddzielnych beczkach i podawane przez jednostkę dozującą i mieszającą — zazwyczaj mieszalnik statyczny — która łączy je w dokładnym stosunku objętościowym 1:1. Utrzymanie dokładnej dokładności proporcji ma kluczowe znaczenie, ponieważ wszelkie odchylenia zmieniają chemię utwardzania i powodują powstawanie części o nierównej twardości, niepełnym utwardzeniu lub kleistości powierzchni.
Po wymieszaniu połączony LSR wtryskuje się do ogrzewanej formy – zwykle utrzymywanej w temperaturze od 160°C do 220°C – gdzie katalizator platynowy powoduje szybkie sieciowanie. Czasy utwardzania zależą od geometrii części, grubości ścianki i temperatury formy, ale większość cykli produkcyjnych waha się od kilku sekund w przypadku części cienkościennych do kilku minut w przypadku grubszych komponentów. Ponieważ utwardzony silikon kurczy się nieznacznie podczas sieciowania, projekt formy musi uwzględniać tę zmianę wymiarów, aby zachować wąskie tolerancje w gotowej części.
Sam moduł wtryskowy musi być chłodzony – zazwyczaj wodą do temperatury około 10–15°C – aby zapobiec przedwczesnemu utwardzeniu w lufie, zanim śrut dotrze do formy. Ten system zimnego kanału, często rozciągający się na geometrię wlewu i wlewu wewnątrz formy, minimalizuje straty materiału, utrzymując LSR w nieutwardzonym stanie płynnym aż do wlewu, a następnie umożliwiając różnicę ciepła pomiędzy zimnym kanałem a gorącą wnęką formy, aby wywołać utwardzanie dokładnie tam, gdzie jest to potrzebne.
Kluczowe podsystemy wtryskarki LSR
Jednostka dozująca i dozująca
Jednostka dozująca jest najbardziej krytycznym podsystemem charakterystycznym dla przetwarzania LSR. Pobiera dwa komponenty LSR z bębnów pod ciśnieniem za pomocą pomp tłokowych napędzanych pneumatycznie lub serwo, utrzymuje precyzyjny stosunek objętościowy przez cały czas wtrysku i dostarcza zmieszany materiał do jednostki wtryskowej bez wprowadzania powietrza. Wysokiej klasy systemy pomiarowe osiągają dokładność proporcji w granicach ±0,5% w całej serii produkcyjnej i są wyposażone w czujniki ciągłego monitorowania, które wyzwalają alarmy, jeśli stosunek odbiega od ustawionej tolerancji. Mieszalnik statyczny — pasywny element spiralny, przez który podawane są oba składniki — zapewnia jednorodne mieszanie bez ruchomych części, co zmniejsza wymagania konserwacyjne w porównaniu z alternatywami mieszania dynamicznego.

Jednostka wtryskowa
Jednostka wtryskowa do LSR różni się od jednostek termoplastycznych pod kilkoma ważnymi względami. Geometria ślimaka wykorzystuje małą głębokość lotu i niski stopień sprężania, aby uniknąć wytwarzania ciepła tarcia, które mogłoby przedwcześnie utwardzić materiał w lufie. Cała lufa jest pokryta obiegiem chłodzenia wodą. Prędkość i ciśnienie wtrysku są sterowane serwo, aby zapewnić stałą charakterystykę napełniania przy każdym wtrysku, a jednostka wtryskowa zazwyczaj działa przy znacznie niższych ciśnieniach niż systemy termoplastyczne — zwykle od 500 do 1500 barów — ponieważ niska lepkość LSR wymaga mniejszej siły do wypełnienia gniazda formy.
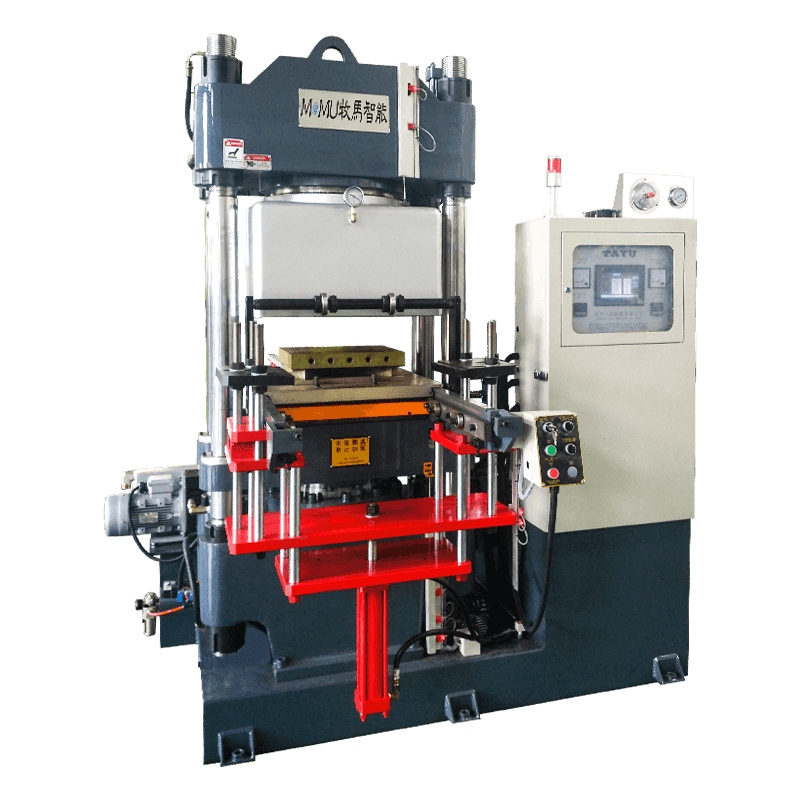
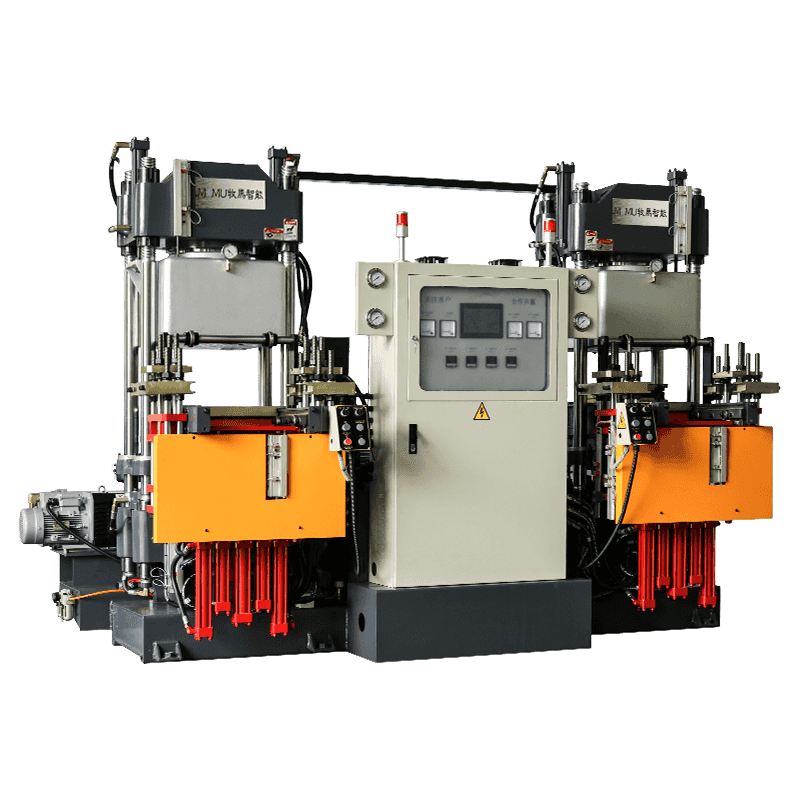
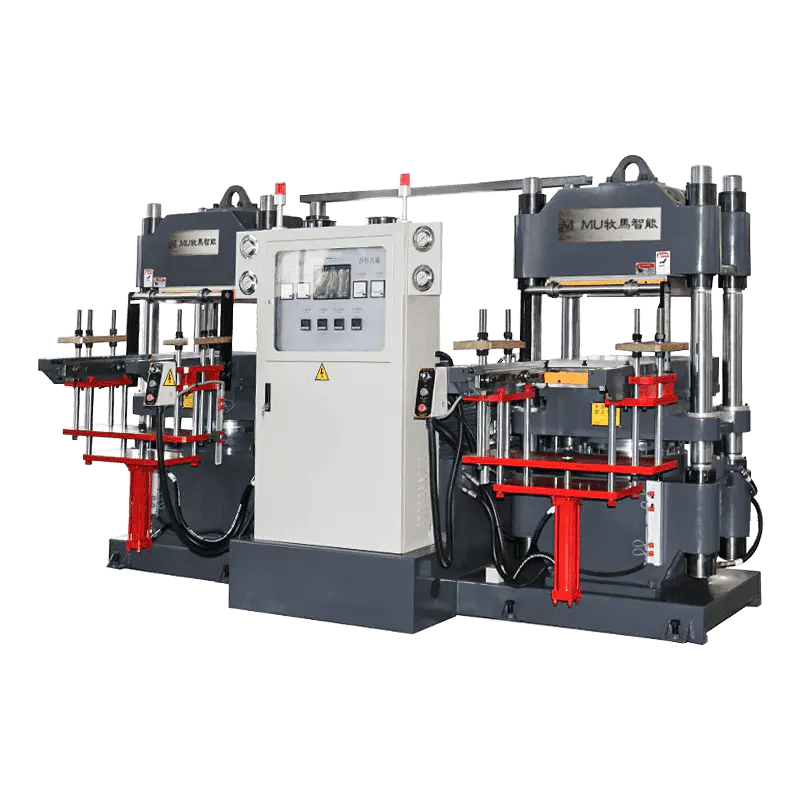
Jednostka zaciskowa
Formy LSR wymagają bardzo dużej siły zwarcia na jednostkę rzutowanej powierzchni części w porównaniu z tworzywami termoplastycznymi, ponieważ niska lepkość LSR oznacza, że będzie on wypływał nawet przez minimalne szczeliny linii podziału, jeśli siła zwarcia będzie niewystarczająca. Stosowane są zarówno przegubowe, jak i hydrauliczne systemy mocowania, przy czym maszyny w pełni elektryczne są coraz bardziej preferowane w środowiskach pomieszczeń czystych ze względu na ich czystość, powtarzalność i efektywność energetyczną. Wymagania dotyczące siły mocowania są obliczane na podstawie ciśnienia wnęki pomnożonego przez rzutowaną powierzchnię części wraz z układem prowadnicy.
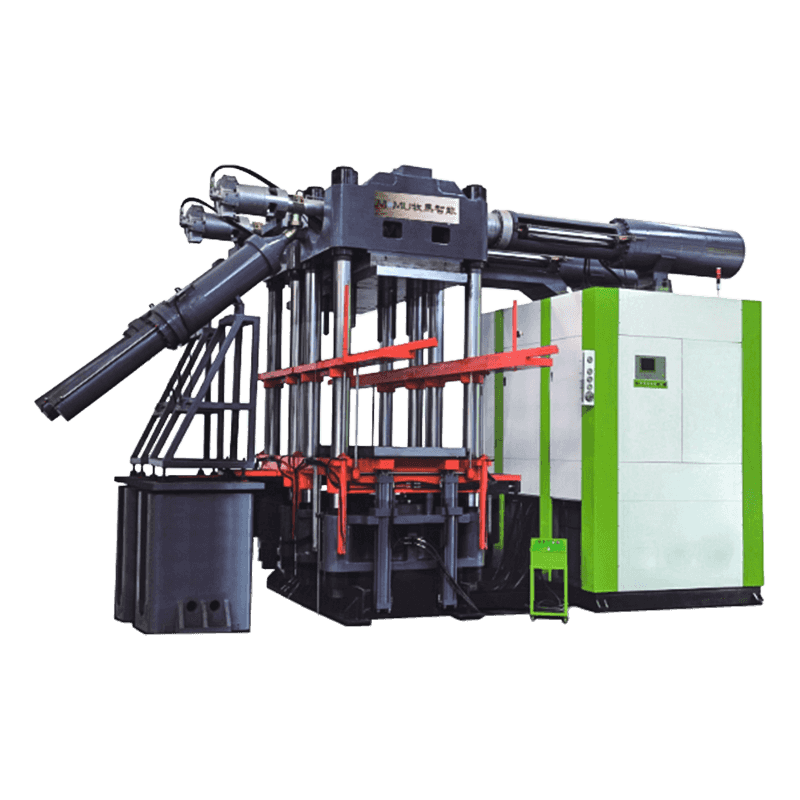
Porównanie maszyn LSR: hydrauliczne i całkowicie elektryczne
| Funkcja | Hydrauliczna maszyna LSR | Całkowicie elektryczna maszyna LSR |
| Powtarzalność | Dobrze | Znakomicie |
| Przydatność do pomieszczeń czystych | Ograniczone (ryzyko zanieczyszczenia oleju) | Wysoki (brak płynu hydraulicznego) |
| Zużycie energii | Wyżej | 30–60% niższy |
| Koszt kapitału | Niższy | Wyżej |
| Poziom hałasu | Wyżej | Niższy |
| Konserwacja | Częściej (uszczelki hydrauliczne) | Rzadziej |
| Najlepsze dopasowanie aplikacji | Części przemysłowe o dużej wytrzymałości | Części precyzyjne medyczne, przeznaczone do kontaktu z żywnością |
Branże i zastosowania, które napędzają popyt na maszyny LSR
Rozwój formowania wtryskowego LSR jako metody produkcji jest bezpośrednio powiązany z rosnącą liczbą gałęzi przemysłu zależnych od właściwości materiału silikonu w wymagających środowiskach zastosowań końcowych. Każda branża ma specyficzne wymagania, które kształtują sposób konfiguracji i walidacji maszyn LSR.
- Urządzenia medyczne: Biokompatybilność LSR zgodnie z normami ISO 10993 oraz możliwość sterylizacji w autoklawie, EtO i promieniowaniu gamma sprawiają, że jest to materiał z wyboru na cewniki, maski oddechowe, uszczelki do urządzeń wszczepialnych i uchwyty narzędzi chirurgicznych. Maszyny używane do produkcji medycznych LSR są zazwyczaj w pełni elektryczne, przystosowane do pomieszczeń czystych i wyposażone w pełną dokumentację procesową w celu zapewnienia zgodności z przepisami.
- Produkty dla niemowląt i dzieci: Smoczki, smoczki do butelek i produkty na ząbkowanie wymagają silikonu przeznaczonego do kontaktu z żywnością, wolnego od plastyfikatorów i BPA. Gatunki LSR certyfikowane zgodnie z przepisami FDA 21 CFR i UE 10/2011 dotyczącymi kontaktu z żywnością są standardem, a środowiska produkcyjne muszą spełniać rygorystyczne kontrole higieny.
- Motoryzacja: LSR stosuje się do uszczelnień przelotek, osłon świec zapłonowych, uszczelek czujników i elementów pod maską, które muszą wytrzymywać długotrwałe temperatury od -50°C do 200°C. W masowej produkcji samochodów zazwyczaj wykorzystuje się maszyny hydrauliczne z wielogniazdowymi formami zimnokanałowymi, aby zapewnić efektywność kosztową.
- Elektronika użytkowa: Wodoodporne uszczelki, membrany przycisków, końcówki słuchawek dousznych i uszczelki urządzeń przenośnych stanowią szybko rozwijający się segment. Powszechnie stosowane są cienkościenne, precyzyjne części o wąskich tolerancjach wymiarowych, co faworyzuje maszyny w pełni elektryczne z dużą kontrolą prędkości wtrysku.
- Uszczelnienie przemysłowe: Membrany pomp, uszczelnienia zaworów i uszczelki odporne na chemikalia wykorzystują odporność silikonu na ozon, promieniowanie UV i szerokie spektrum substancji chemicznych. Są to zazwyczaj części o grubszych przekrojach, produkowane na maszynach hydraulicznych przy niższej kawitacji.
Czynniki krytyczne przy wyborze wtryskarki LSR
Wybór maszyny LSR wymaga oceny specyfikacji technicznych w kontekście konkretnych części, wielkości produkcji i otoczenia regulacyjnego. O tym, czy inwestycja w maszynę przyniesie oczekiwany zwrot, decyduje konsekwentnie kilka czynników.
Rozmiar strzału i siła mocowania muszą być dopasowane do rzutowanej części i obszaru prowadnicy, a nie luźno szacowane. Niska lepkość LSR oznacza, że nawet niewielki spadek siły zwarcia powoduje powstawanie wypływu – cienkiej warstwy utwardzonego silikonu na linii podziału, która wymaga ręcznego przycięcia i zwiększa ilość odpadów. Oblicz wymaganą siłę zwarcia na poziomie co najmniej 0,3 do 0,5 tony na centymetr kwadratowy przewidywanej powierzchni wnęki i zwymiaruj maszynę z marginesem powyżej tej wartości, aby uwzględnić przyszłe uzupełnienia formy lub zmiany projektowe.
Precyzja kontroli temperatury w formie jest równie ważna, jak wydajność mocowania i wtrysku maszyny. Nierówne temperatury formy powodują powstawanie części o nierównomiernym utwardzaniu, różnicach wymiarowych i wadach powierzchniowych. Oceń, czy sterownik temperatury formy maszyny obsługuje mapowanie temperatury w oparciu o strefy i czy konstrukcja formy zapewnia odpowiednie pokrycie kanałów grzewczych. W precyzyjnych zastosowaniach medycznych wahania temperatury formy o więcej niż ±2°C na powierzchni ubytku są zazwyczaj niedopuszczalne.
Możliwości monitorowania procesów i rejestrowania danych nie podlegają negocjacjom w przypadku branż regulowanych. Nowoczesne maszyny LSR integrują czujniki ciśnienia wnęki, prędkość wtrysku i profile ciśnienia, rejestrację temperatury formy i weryfikację proporcji dozowania w ujednolicony system monitorowania procesu. Dane te są wymagane do walidacji procesów zgodnie z FDA 21 CFR część 820 i ISO 13485 dla wyrobów medycznych i są coraz bardziej wymagane przez klientów z branży motoryzacyjnej Tier 1 w ramach pakietów dokumentacji PPAP.
Typowe wady procesu i sposoby zapobiegania im
Nawet dobrze określone maszyny wytwarzają defekty, gdy parametry procesu dryfują lub warunki formy nie są odpowiednio utrzymywane. Rozpoznanie pierwotnych przyczyn typowych defektów LSR jest niezbędne dla inżynierów procesu odpowiedzialnych za jakość produkcji.
- Błysk: Spowodowane niewystarczającą siłą mocowania, zużytymi powierzchniami linii podziału lub nadmiernym ciśnieniem wtrysku. Rozwiązanie tego problemu polega na sprawdzeniu obliczeń siły zwarcia, sprawdzeniu stanu formy i zmniejszeniu prędkości wtrysku podczas fazy napełniania.
- Niekompletne wypełnienie / krótki strzał: Wynika z niewystarczającego ciśnienia wtrysku, zablokowanych bramek lub częściowego utwardzenia LSR w kanale kanałowym przed dotarciem do ubytku. Sprawdź średnicę zasuwy, sprawdź, czy temperatura cylindra mieści się w docelowym zakresie zimnego kanału i sprawdź, czy utwardzanie nie jest zahamowane przez zanieczyszczenie.
- Kleistość powierzchni: Wskazuje na niedostateczne utwardzenie, najczęściej spowodowane nieprawidłowym stosunkiem A:B, zbyt niską temperaturą formy lub niewystarczającym czasem utwardzania. Sprawdź proporcje dozowania za pomocą kontrolowanego testu dozowania, sprawdź równomierność temperatury formy i wydłuż czas utwardzania, jeśli pozwalają na to tolerancje wymiarowe.
- Uwięzienie powietrza / puste przestrzenie: Powietrze wprowadzone podczas mieszania lub wstrzyknięte z materiałem powoduje powstanie pęcherzyków w utwardzonej części. Przed rozpoczęciem produkcji należy upewnić się, że system dozujący został prawidłowo oczyszczony i sprawdzić, czy prędkość wtrysku nie jest tak duża, aby powietrze było zasysane do obszaru bramy przed frontem przepływu LSR.
- Różnice wymiarowe pomiędzy ujęciami: Zwykle wiąże się to z niespójnością dozowania, wahaniami temperatury beczki lub zmiennym czasem utwardzania wynikającym z dryftu temperatury formy. Przejrzyj dzienniki monitorowania procesu, aby określić, która zmienna koreluje z przesunięciem wymiarowym, i ponownie skalibruj odpowiedni podsystem.