Jak powstaje silikon? Chemia kryjąca się za materiałem
Silikon to syntetyczny polimer, którego szkielet zbudowany jest z naprzemiennych atomów krzemu i tlenu – struktury znanej jako łańcuch siloksanowy – a nie ze szkieletu węgiel-węgiel występującego w organicznych tworzywach sztucznych, takich jak polietylen czy polipropylen. Ta zasadnicza różnica w architekturze molekularnej nadaje silikonowi niezwykłą stabilność termiczną, obojętność chemiczną, elastyczność w szerokim zakresie temperatur i odporność na degradację pod wpływem promieni UV. Zrozumienie, w jaki sposób powstaje silikon, od jego pierwotnych źródeł po gotowy elastomer, pomaga inżynierom, projektantom produktów i producentom zrozumieć, dlaczego ten materiał zachowuje się w ten sposób i dlaczego jest przetwarzany inaczej niż konwencjonalne żywice termoplastyczne.
Produkcja silikonu rozpoczyna się od krzemu — drugiego najliczniejszego pierwiastka w skorupie ziemskiej, występującego głównie w postaci dwutlenku krzemu (SiO₂), powszechnie znanego jako piasek kwarcowy lub krzemionkowy. Co najważniejsze, krzem jest pierwiastkiem różniącym się chemicznie od silikonu jako polimeru. Krzem w swojej surowej postaci nie jest naturalnie miękki, elastyczny ani stabilny chemicznie w różnych warunkach; jest to twardy, kruchy metaloid. Przekształcenie go we wszechstronny polimer silikonowy stosowany w urządzeniach medycznych, uszczelnieniach samochodowych, towarach konsumenckich i komponentach przemysłowych wymaga wieloetapowego procesu chemicznego, który wprowadza grupy organiczne na bazie węgla do szkieletu krzemu, zasadniczo zmieniając jego właściwości.

Od kwarcu do krzemometalu: pierwszy etap produkcji
Pierwszym krokiem w wytwarzaniu silikonu jest redukcja dwutlenku krzemu do metalurgicznego krzemu. Odbywa się to w dużych elektrycznych piecach łukowych, w których kwarcyt (forma kwarcu o wysokiej czystości) jest podgrzewany do temperatury przekraczającej 1800°C w obecności środków redukujących bogatych w węgiel, takich jak węgiel, koks i zrębki drzewne. Węgiel reaguje z tlenem zawartym w dwutlenku krzemu, uwalniając dwutlenek węgla i pozostawiając ciekły metaliczny krzem o czystości około 98–99%. Materiał ten znany jest jako krzem metalurgiczny (MG-Si) i służy jako kluczowy surowiec do produkcji polimerów silikonowych.
Stopiony krzem jest odlewany we wlewki, pozostawiany do ostygnięcia, a następnie kruszony na proszek lub granulki w celu dalszej obróbki chemicznej. Na tym etapie krzem nadal nie jest polimerem — musi przejść sekwencję reakcji chemicznych, które przyłączają organiczne grupy metylowe do atomów krzemu, tworząc półprodukty organochlorosilanowe, które służą jako elementy składowe wszystkich dostępnych na rynku produktów silikonowych.
Proces Müllera-Rochowa: budowanie monomeru silikonowego
W przemysłowej produkcji monomerów silikonowych dominuje bezpośredni proces Müllera-Rochowa, opracowany niezależnie w latach czterdziestych XX wieku. W tym procesie sproszkowany metaliczny krzem poddaje się reakcji z gazowym chlorkiem metylu (CH₃Cl) w obecności katalizatora miedziowego w temperaturach od 250°C do 350°C. W wyniku tej reakcji powstaje mieszanina związków chlorosilanu, z których najważniejszym handlowo jest dimetylodichlorosilan — (CH₃)₂SiCl₂. Cząsteczka ta jest głównym monomerem, z którego ostatecznie pochodzi zdecydowana większość dostępnych na rynku silikonów.
Mieszanina chlorosilanów wytwarzana w procesie bezpośrednim jest rozdzielana poprzez destylację frakcyjną na poszczególne składniki, z których każdy ma inną reaktywność i po hydrolizie wytwarza różne struktury polimerów silikonowych. Dimetylodichlorosilan pod wpływem wody ulega szybkiej hydrolizie — atomy chloru zostają zastąpione grupami hydroksylowymi — a powstałe półprodukty silanolowe spontanicznie kondensują ze sobą, tworząc łańcuchy polidimetylosiloksanu (PDMS). W zależności od warunków reakcji, długości łańcucha i specyficznej mieszaniny zastosowanych monomerów chlorosilanu, powstały polimer może być płynem o niskiej lepkości, lepką gumą lub polimerem bazowym o dużej masie cząsteczkowej, odpowiednim do mieszania z kauczukiem silikonowym.
Mieszanie gumy silikonowej: od polimeru podstawowego do materiału formowalnego
Sam surowy polimer polidimetylosiloksanowy nie nadaje się do formowania wtryskowego. Należy go połączyć z szeregiem dodatków, które dostosowują jego twardość, wytrzymałość na rozciąganie, wydłużenie, odporność termiczną, kolor i charakterystykę utwardzania, aby spełnić specyficzne wymagania aplikacji. Na tym etapie mieszania faktycznie powstaje funkcjonalny materiał z gumy silikonowej stosowany we wtryskarkach i wymaga on starannego opracowania przez chemików zajmujących się materiałami, którzy równoważą konkurencyjne wymagania dotyczące właściwości z ograniczeniami technologicznymi.
- Wypełniacze wzmacniające: Krzemionka koloidalna jest najczęściej stosowanym wypełniaczem wzmacniającym w mieszankach kauczuku silikonowego. Dodawana w ilości 20–50% wagowych, krzemionka koloidalna radykalnie zwiększa wytrzymałość na rozciąganie i odporność na rozdzieranie poprzez interakcję z łańcuchami polimeru w skali molekularnej. Bez wzmocnienia czysty polimer silikonowy ma bardzo niską wytrzymałość mechaniczną.
- Środki sieciujące: Aby przekształcić liniowy lub lekko rozgałęziony polimer silikonowy w trójwymiarową sieć elastomerową, należy dodać środki sieciujące. W przypadku gumy o wysokiej konsystencji (HCR) stosowanej w konwencjonalnym formowaniu wtryskowym tradycyjnym środkiem sieciującym są nadtlenki organiczne. W przypadku ciekłego kauczuku silikonowego (LSR) standardem jest system utwardzania z dodatkiem platyny, oferujący szybsze cykle utwardzania i doskonałą konsystencję właściwości.
- Pigmenty i barwniki: Silikon jest naturalnie półprzezroczysty i łatwo przyjmuje pigmentację. Tlenek żelaza, dwutlenek tytanu i pigmenty organiczne są włączane podczas mieszania, aby uzyskać pełne spektrum kolorów wymagane przez producentów produktów konsumenckich i urządzeń medycznych.
- Substancje pomocnicze w przetwarzaniu: Niewielkie dodatki środków ułatwiających przetwarzanie, takich jak oleje silikonowe lub woski, poprawiają płynność mieszanki podczas formowania wtryskowego, zmniejszając wymagania dotyczące ciśnienia wtrysku i poprawiając wypełnienie formy w przypadku skomplikowanych geometrii wnęki.
- Dodatki funkcjonalne: W zależności od zastosowania końcowego można dodać dodatkowe środki — środki zmniejszające palność do elementów izolacji elektrycznej, środki przeciwdrobnoustrojowe do produktów medycznych i mających kontakt z żywnością lub stabilizatory termiczne do zastosowań wymagających wysokich temperatur.
Rodzaje silikonu stosowanego w formowaniu wtryskowym: HCR vs LSR
W wtryskarkach przetwarzane są dwie różne formy kauczuku silikonowego, które różnią się znacznie stanem fizycznym, zachowaniem podczas przetwarzania i rodzajem maszyny wymaganej do ich obsługi. Wybór pomiędzy gumą o wysokiej konsystencji (HCR) a płynną gumą silikonową (LSR) to jedna z najważniejszych decyzji materiałowych podczas opracowywania produktów silikonowych, bezpośrednio wpływająca na jakość części, czas cyklu, konstrukcję oprzyrządowania i ekonomikę produkcji.
Guma o wysokiej konsystencji (HCR)
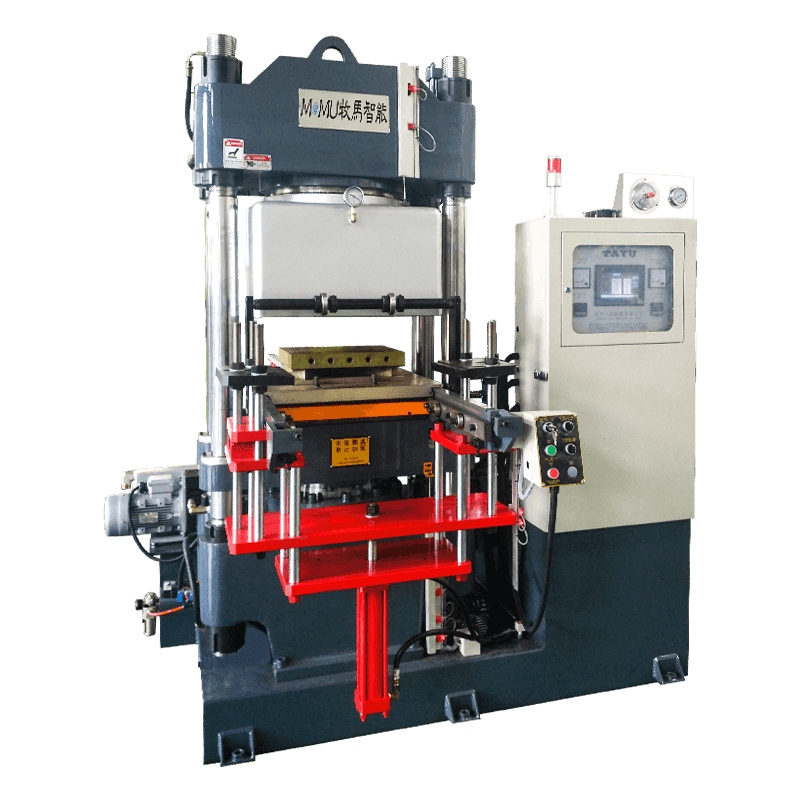
HCR w temperaturze pokojowej jest stałym, kitowatym materiałem o konsystencji podobnej do sztywnego ciasta chlebowego. Ma wysoką masę cząsteczkową – zwykle przekraczającą milion g/mol – i musi zostać wstępnie podgrzany i poddany obróbce, zanim wypłynie na tyle, aby można go było wtryśnąć do gniazda formy. Związki HCR są zazwyczaj utwardzane przy użyciu nadtlenków organicznych w temperaturach 150–200°C, a późniejsze utwardzanie w podwyższonych temperaturach jest często wymagane w celu pełnego rozwinięcia właściwości mechanicznych i usunięcia pozostałości produktów ubocznych rozkładu nadtlenku. HCR ma ugruntowaną pozycję w produkcji uszczelek, rurek i akcesoriów kablowych i może być przetwarzany na zmodyfikowanych wtryskarkach do gumy lub prasach do formowania tłocznego.
Płynna guma silikonowa (LSR)
LSR to dwuskładnikowy, nadający się do pompowania układ cieczy, dostarczany w oddzielnych bębnach — składnik A zawiera polimer bazowy i katalizator platynowy, natomiast składnik B zawiera polimer bazowy i środek sieciujący (zwykle związek wodorku krzemu). Obydwa składniki odmierza się w dokładnym stosunku 1:1, miesza w mieszalniku statycznym lub dynamicznym i wtryskuje do ogrzewanej formy, gdzie reakcja utwardzania katalizowana platyną zachodzi szybko, zazwyczaj w ciągu 10–60 sekund przy temperaturach formy 150–220°C. LSR nie wytwarza produktów ubocznych utwardzania, nie wymaga dodatkowego utwardzania i zapewnia wyjątkową spójność części z precyzją wymiarową, która jest trudna do osiągnięcia w przypadku HCR. Jest to preferowany materiał do masowej produkcji wyrobów medycznych, produktów do pielęgnacji niemowląt, elementów technologii noszenia i precyzyjnych uszczelek przemysłowych.
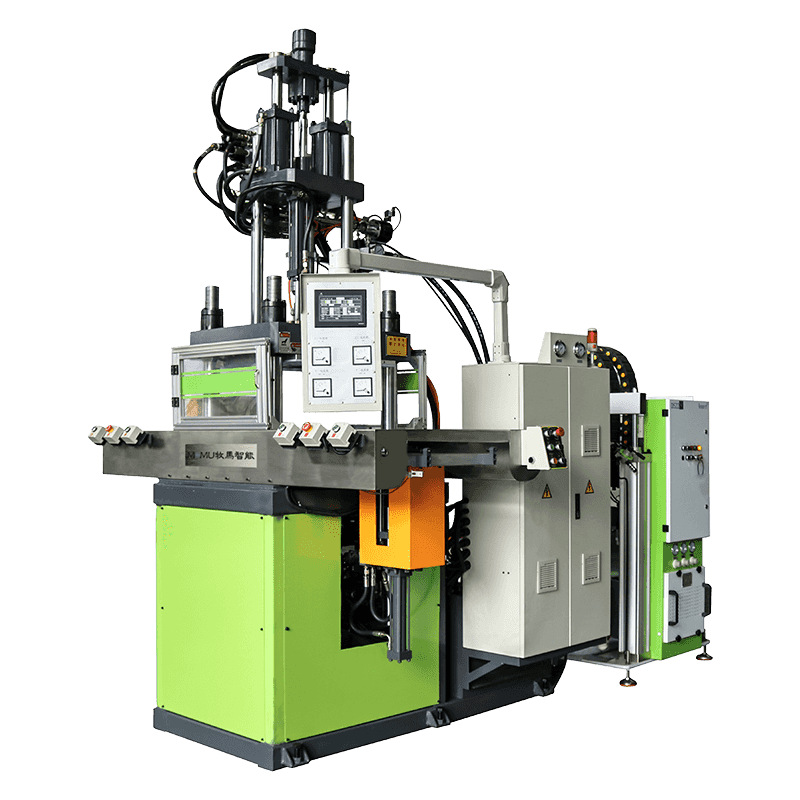
Jak działa wtryskarka silikonowa/gumowa
Silikon lub wtryskarka do gumy różni się zasadniczo od standardowej wtryskarki termoplastycznej pod kilkoma krytycznymi względami, ze względu na termoutwardzalny charakter silikonu i gumy – materiałów, które utwardzają się nieodwracalnie po podgrzaniu, a nie miękną po podgrzaniu, jak ma to miejsce w przypadku tworzyw termoplastycznych. W maszynie termoplastycznej cylinder i ślimak są podgrzewane w celu stopienia materiału, a forma jest chłodzona w celu zestalenia części. We wtryskarce do silikonu/gumy materiał musi być zimny w całym układzie wtryskowym, aby zapobiec przedwczesnemu utwardzeniu, podczas gdy forma jest podgrzewana w celu uruchomienia i zakończenia wulkanizacji.
Do przetwarzania LSR jednostka wtryskowa jest wyposażona w dwuskładnikowy system dozowania i mieszania, który pobiera z dwóch bębnów z materiałem za pomocą precyzyjnych pomp zębatych, miesza je w odpowiednich proporcjach za pomocą mieszalnika statycznego i dostarcza wymieszany materiał do zimnej beczki wtryskowej. Zespół cylindra i ślimaka jest chłodzony — zazwyczaj schłodzoną wodą o temperaturze 5–15°C — w celu utrzymania LSR poniżej temperatury aktywacji podczas cyklu wtrysku. Kiedy materiał jest wtryskiwany do podgrzanej formy (150–220°C), gwałtowny wzrost temperatury aktywuje katalizator platynowy i reakcja utwardzania przebiega do końca w ciągu kilku sekund.
Kluczowe elementy maszyny do formowania wtryskowego silikonu/gumy
| Komponent | Funkcja | Kluczowa specyfikacja |
| Dwuskładnikowy dozownik | Dokładnie odmierza i pompuje składniki LSR A i B | Dokładność proporcji ±0,5% lub lepsza |
| Mikser statyczny/dynamiczny | Jednorodnie miesza składniki A i B przed wtryskiem | Wydajność mieszania, ogrzewanie przy niskim ścinaniu |
| Beczka i śruba wtrysku na zimno | Transportuje i wtryskuje materiał, zapobiegając przedwczesnemu utwardzaniu | Chłodzenie wodą lodową, 5–15°C |
| Podgrzewany moduł zaciskowy i forma | Utrzymuje formę zamkniętą pod ciśnieniem i dostarcza ciepło utwardzania | 150–220°C, siła zwarcia na wnękę |
| System zimnego kanału | Dostarcza materiał do ubytków bez marnowania utwardzonego wlewu | Prawie zero odpadów, izolowane termicznie |
| System sterowania (CNC/PLC) | Zarządza prędkością wtrysku, ciśnieniem, temperaturą i czasem | Powtarzalność procesu, rejestracja danych |
Uwagi dotyczące projektowania form specyficzne dla formowania wtryskowego silikonu
Projektowanie form do formowania wtryskowego silikonu wymaga szczególnej uwagi na czynniki, które znacznie różnią się od oprzyrządowania termoplastycznego. Niska lepkość silikonu w postaci LSR — często porównywana z gęstą śmietaną lub ciastem naleśnikowym — oznacza, że łatwo wpłynie on do najmniejszej szczeliny pomiędzy powierzchniami oddzielającymi formę, tworząc wypływkę, którą należy usunąć w końcowej obróbce. Formowanie silikonowe bez wypływu lub prawie bez wypływu wymaga niezwykle wąskich tolerancji płaskości powierzchni podziału, zwykle w granicach 2–5 mikronów, oraz precyzyjnie szlifowanej stali narzędziowej o twardości powyżej 48 HRC, aby utrzymać te tolerancje przez miliony cykli.
Wentylacja ma kluczowe znaczenie przy projektowaniu form silikonowych, ponieważ powietrze uwięzione w kieszeniach wnękowych nie może uciec przez materiał, jak ma to miejsce w niektórych procesach porowatych — uwięzione powietrze powoduje powstawanie pustek, zwarć lub defektów powierzchni. Kanały wentylacyjne o grubości zaledwie 3–8 mikronów znajdują się na linii podziału i w punktach ostatniego wypełnienia każdej wnęki. Projekt systemu wyrzutowego musi również uwzględniać wysoką elastyczność i przyczepność powierzchniową utwardzonych części silikonowych — wyjmowanie z formy bez rozdzierania lub zniekształcania elementów cienkościennych zazwyczaj wymaga starannego zaprojektowania kąta natarcia, teksturowania powierzchni lub zastosowania powłok antyadhezyjnych, takich jak PTFE, lub obróbki powierzchni plazmowej na powierzchniach wnęki.
Branże i zastosowania obsługiwane przez formowanie wtryskowe silikonu
Połączenie wyjątkowych właściwości materiału silikonu i precyzji osiąganej poprzez formowanie wtryskowe sprawia, że wtryskarki silikonu/gumy mają kluczowe znaczenie w produkcji w niezwykle różnorodnych gałęziach przemysłu. Każdy sektor wykorzystuje odrębny podzbiór charakterystyki działania silikonu, a zdolność do wytwarzania złożonych geometrii z wąskimi tolerancjami przy dużych ilościach sprawia, że formowanie wtryskowe jest preferowaną metodą produkcji we wszystkich z nich.
- Medyczne i farmaceutyczne: Biokompatybilność, sterylizacja i obojętność chemiczna silikonu sprawiają, że jest to materiał z wyboru na elementy cewników, uszczelki urządzeń wszczepialnych, uchwyty narzędzi chirurgicznych, maski oddechowe i membrany zaworów do podawania leków. Formowanie wtryskowe LSR umożliwia produkcję tych części zgodnie ze standardami wyrobów medycznych klasy III z pełną walidacją procesu i identyfikowalnością.
- Motoryzacja: Uszczelki złączy, pierścienie uszczelniające, osłony świec zapłonowych, węże turbosprężarki i uszczelki do zastosowań pod maską opierają się na zdolności silikonu do utrzymywania właściwości uszczelniających w temperaturach od -60°C do ponad 200°C przez cały okres eksploatacji pojazdu.
- Elektronika użytkowa: Osłony ochronne, membrany przycisków, uszczelki wodoodporne do urządzeń do noszenia i końcówki słuchawek są formowane wtryskowo z LSR w narzędziach o wysokiej kawitacji, które produkują miliony części rocznie ze stałą dokładnością wymiarową.
- Produkty dla niemowląt i dzieci: Smoczki do butelek, smoczki, gryzaki i końcówki łyżeczek do karmienia wykonane z materiałów LSR dopuszczonych do kontaktu z żywnością i zgodnych z FDA są produkowane w formach wielogniazdowych zgodnie ze ścisłymi protokołami produkcji w zakresie higieny.
- Przemysłowe i energetyczne: Osłony izolatorów elektrycznych do urządzeń przesyłowych wysokiego napięcia, membran pomp, zaworów zwrotnych i uszczelek do procesów chemicznych wykorzystują połączenie silikonu oporności elektrycznej, stabilności UV i odporności chemicznej w wymagających środowiskach zewnętrznych i procesowych.
Od rudy kwarcytu podawanej do pieców łukowych po precyzyjnie uformowaną silikonową uszczelkę na implancie medycznym, podróż silikonu od surowca do gotowego produktu to proces ściśle skoordynowanej chemii przemysłowej i inżynierii precyzyjnej. Wtryskarka silikonu/gumy znajduje się w centrum tego łańcucha wartości — przekształca starannie opracowany termoutwardzalny polimer w dokładne wymiarowo, wysokowydajne komponenty, które są niewidocznie, ale niezastąpione w produktach, które definiują współczesne życie.