Co to jest maszyna do mocowania form z płynnym silikonem i dlaczego ma to znaczenie?
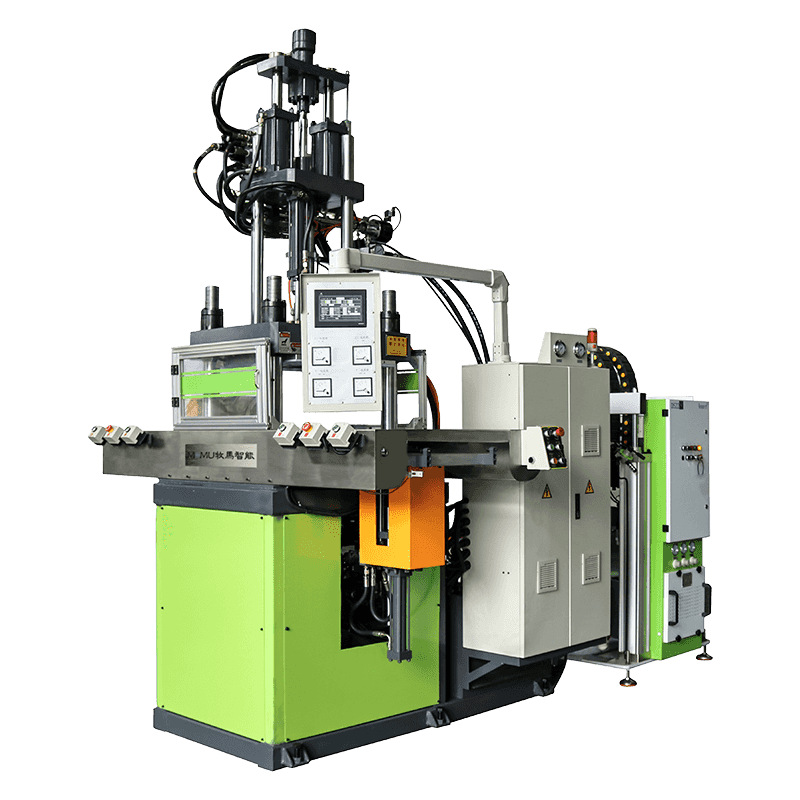
A maszyna do zamykania form z płynnym silikonem — powszechnie nazywana wtryskarką LSR (płynnego kauczuku silikonowego) ze zintegrowanym systemem mocowania — to wyspecjalizowane urządzenie produkcyjne przeznaczone do przetwarzania dwuskładnikowego ciekłego kauczuku silikonowego na precyzyjnie uformowane części. W przeciwieństwie do konwencjonalnych wtryskarek termoplastycznych, maszyny LSR muszą obsługiwać materiał wprowadzany na zimno do ogrzanej gniazda formy, gdzie ulega on reakcji wulkanizacji (utwardzania), a nie zestalaniu na bazie chłodzenia. Jednostka zamykająca odgrywa kluczową rolę w tym procesie, utrzymując precyzyjną, stałą siłę zamykania formy podczas cykli wtrysku, napełniania i utwardzania — zapobiegając powstawaniu wypływek, zapewniając dokładność wymiarową i chroniąc formę przed uszkodzeniami spowodowanymi wewnętrznym ciśnieniem wtrysku.
Znaczenie systemu mocowania zwiększa się w przypadku przetwarzania ciekłego silikonu, ponieważ LSR ma wyjątkowo niską lepkość w porównaniu z tworzywami termoplastycznymi – często w zakresie od 100 000 do 300 000 mPa·s przed utwardzeniem. Ta niska lepkość oznacza, że materiał łatwo przepływa do najmniejszych szczelin pomiędzy powierzchniami oddzielającymi formę, dzięki czemu nawet niewielkie niedobory siły zwarcia są natychmiast widoczne w postaci defektów wypływowych na powierzchni części. Właściwie dobrana i skalibrowana maszyna mocująca eliminuje to ryzyko, umożliwiając jednocześnie konfiguracje narzędzi o dużej wnęce, które maksymalizują wydajność produkcji.
Podstawowe komponenty i sposób działania systemu mocowania
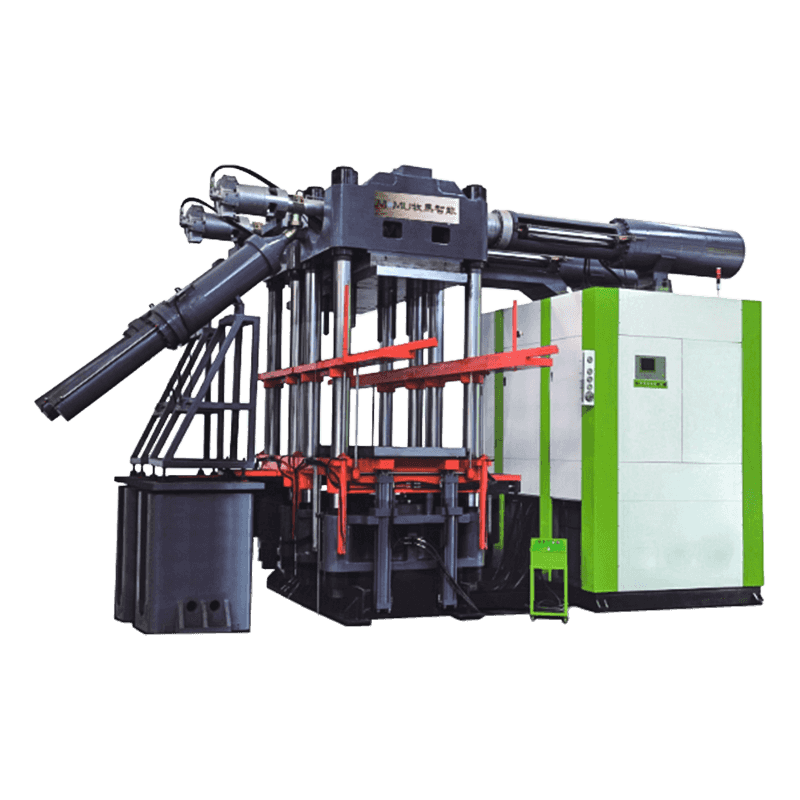
Zrozumienie architektury maszyny do zamykania form z płynnym silikonem pomaga producentom w podejmowaniu świadomych decyzji zakupowych i operacyjnych. Maszyna składa się z dwóch zintegrowanych podsystemów: jednostki wtryskowej, która odmierza, miesza i wtryskuje dwuskładnikowy LSR, oraz jednostki zamykającej, która otwiera, zamyka i blokuje formę pod kontrolowaną siłą. W przypadku zastosowań ciekłego silikonu oba podsystemy muszą spełniać standardy znacznie bardziej rygorystyczne niż te dla standardowych maszyn termoplastycznych.
Zespół zaciskowy
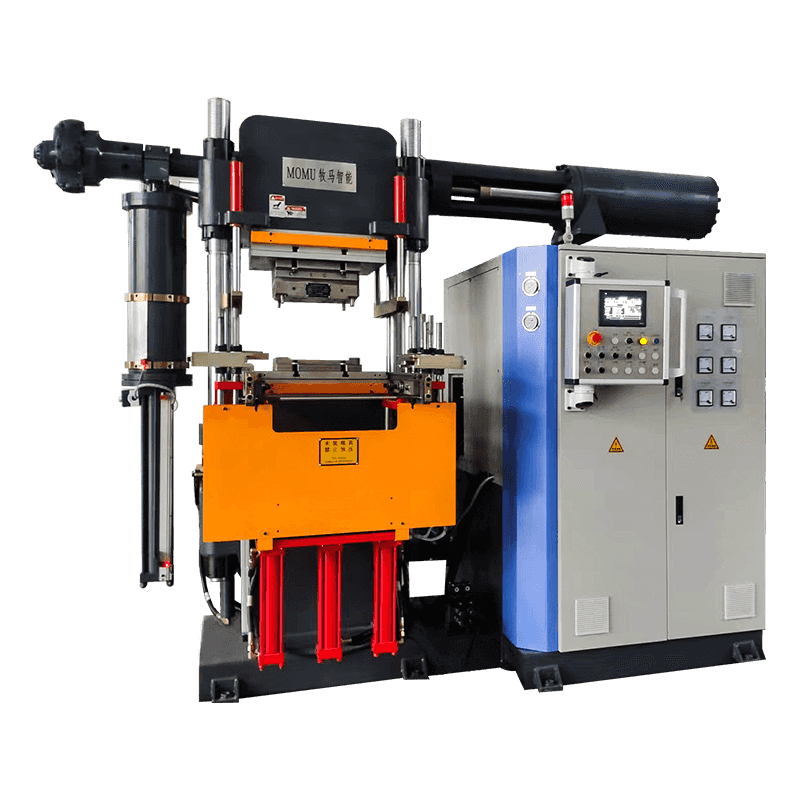
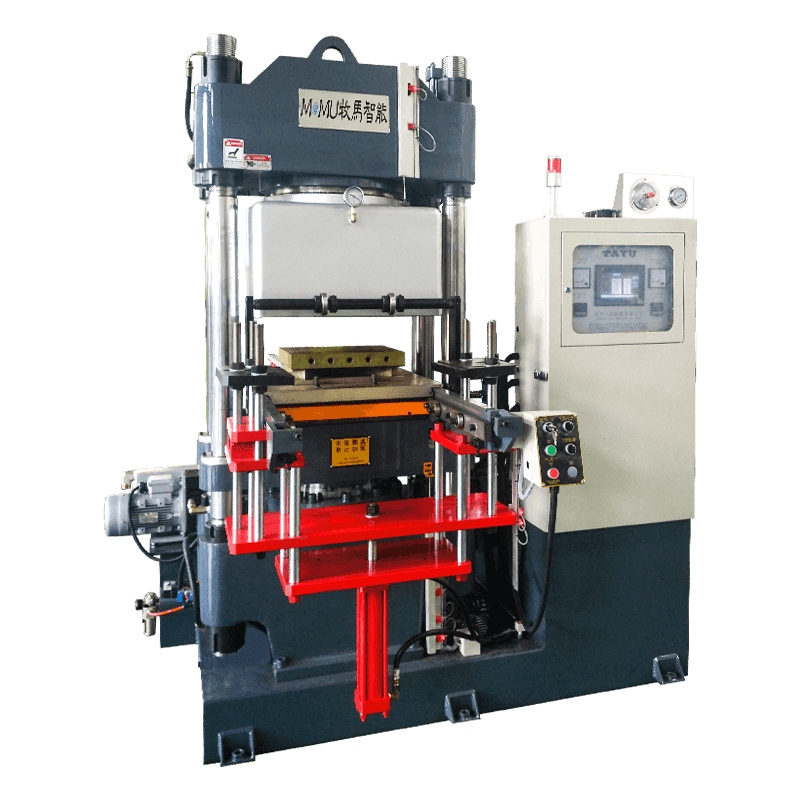
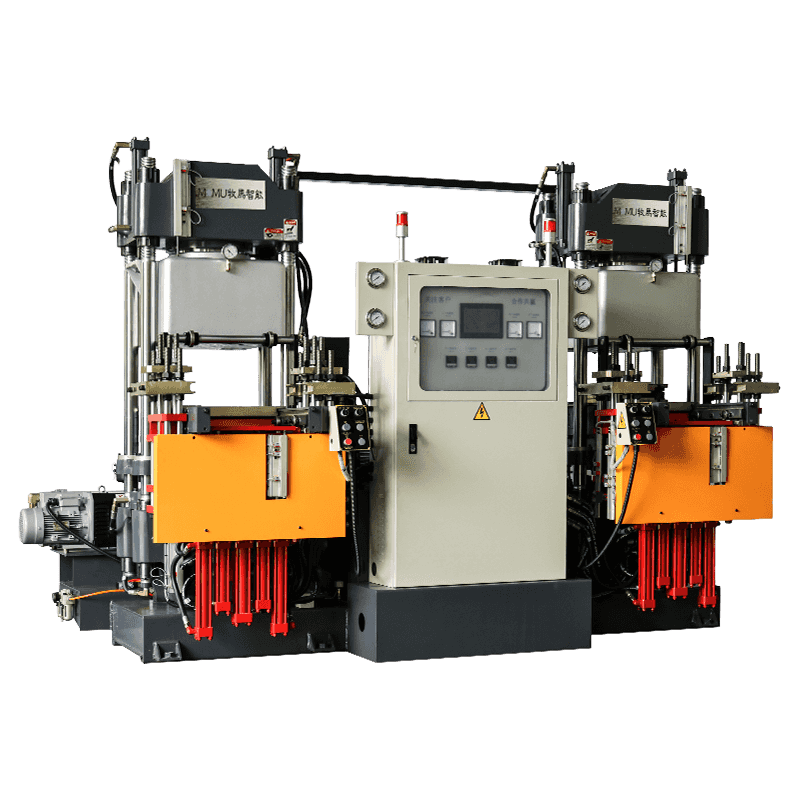
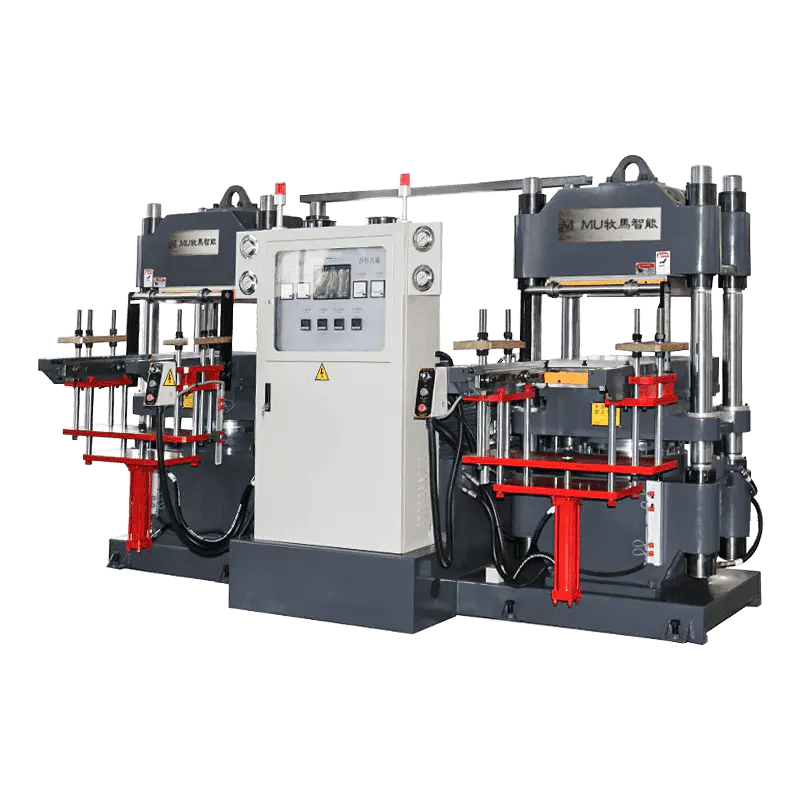
Jednostka zamykająca składa się ze stacjonarnej płyty, ruchomej płyty, kolumn (lub w niektórych konstrukcjach ramy bez kolumn) i siłownika zaciskającego, który może być hydrauliczny, przełączająco-mechaniczny lub serwoelektryczny, w zależności od konstrukcji maszyny. Ruchoma płyta porusza się wzdłuż prętów ściągających lub prowadnic ramy, otwierając i zamykając formę. Gdy forma jest całkowicie zamknięta, siłownik zaciskający przykłada znamionową siłę zwarcia — mierzoną w kiloniutonach (kN) lub tonach — w celu zablokowania połówek formy razem, przeciwstawiając się ciśnieniu wtrysku, które rozsuwa je podczas napełniania materiałem.
W przypadku przetwarzania LSR jednostka zamykająca musi również pomieścić podgrzaną formę (zwykle utrzymywaną w temperaturze 170–220°C), podczas gdy układ wtryskowy pozostaje zimny (5–15°C). Ten kontrast termiczny oznacza, że konstrukcja ramy maszyny i płyty dociskowej musi uwzględniać zróżnicowaną rozszerzalność cieplną, aby zachować równoległość i spójny rozkład siły zwarcia na powierzchni formy – co ma kluczowe znaczenie dla uzyskania jednolitych części bez wypływek w narzędziach wielogniazdowych.
Jednostka wtryskowo-dozująca
Jednostka wtryskowa do maszyn LSR zasadniczo różni się od jednostek termoplastycznych. Składa się z dwuskładnikowego układu pompowania i dozowania — zazwyczaj o stosunku objętościowym składnika A (polimeru bazowego) i składnika B (środka sieciującego/katalizatora) wynoszącego 1:1 — połączonych w mieszalniku statycznym lub dynamicznym przed wejściem do zimnej beczki i ślimaka wtryskowego. Systemy dozowania pigmentów można zintegrować w linii produkcyjnej z kolorowymi częściami LSR. Ślimak wtryskowy jest chłodzony, aby zapobiec przedwczesnej wulkanizacji w lufie, a dysza zawiera igłowy zawór odcinający, aby zapobiec ślinieniu się pomiędzy strzałami.
Kluczowe specyfikacje techniczne do oceny przy wyborze maszyny
Wybór maszyny do mocowania form na płynny silikon wymaga dokładnej oceny kilku współzależnych parametrów technicznych. Niedowymiarowanie dowolnej specyfikacji w stosunku do wymagań dotyczących narzędzi i produkcji może skutkować trwałymi problemami z jakością lub uszkodzeniem maszyny. Poniższa tabela podsumowuje najważniejsze specyfikacje i ich praktyczne znaczenie:
| Specyfikacja | Typowy zasięg | Dlaczego to ma znaczenie |
| Siła zaciskania | 50 – 4000 kN | Musi przekraczać przewidywane ciśnienie w jamie, aby zapobiec błyskowi |
| Rozmiar płyty | 200×200 mm – 1000×1000 mm | Określa maksymalne wymiary podstawy formy |
| Otwarcie w świetle dziennym | 200 – 800 mm | Musi uwzględniać wysokość formy plus skok wyjmowania |
| Objętość wtrysku | 2 – 3000 cm3 | Musi odpowiadać całkowitej masie strzału, włączając biegaczy |
| Dokładność pomiaru | ±0,5% lub lepiej | Zapewnia stały stosunek A:B i równomierność utwardzania |
| Kontrola temperatury formy | Do 250°C | Kontroluje prędkość utwardzania i jakość części |
| Temperatura beczki/dyszy | 5 – 20°C (chłodzenie) | Zapobiega przedwczesnej wulkanizacji w układzie podawania |
| Typ napędu zaciskowego | Hydrauliczne / przełączane / serwoelektryczne | Wpływa na precyzję, zużycie energii i wymagania konserwacyjne |
Zaciskanie hydrauliczne, przegubowe czy całkowicie elektryczne: wybór odpowiedniego napędu
Wybór typu napędu mocowania jest jedną z najważniejszych decyzji przy wyborze maszyny do mocowania formy z płynnego silikonu. Każda technologia napędowa oferuje odrębny zestaw kompromisów w zakresie spójności siły, efektywności energetycznej, precyzji i wymagań konserwacyjnych – a wszystkie one niosą ze sobą znaczące implikacje w szczególności dla przetwarzania LSR.
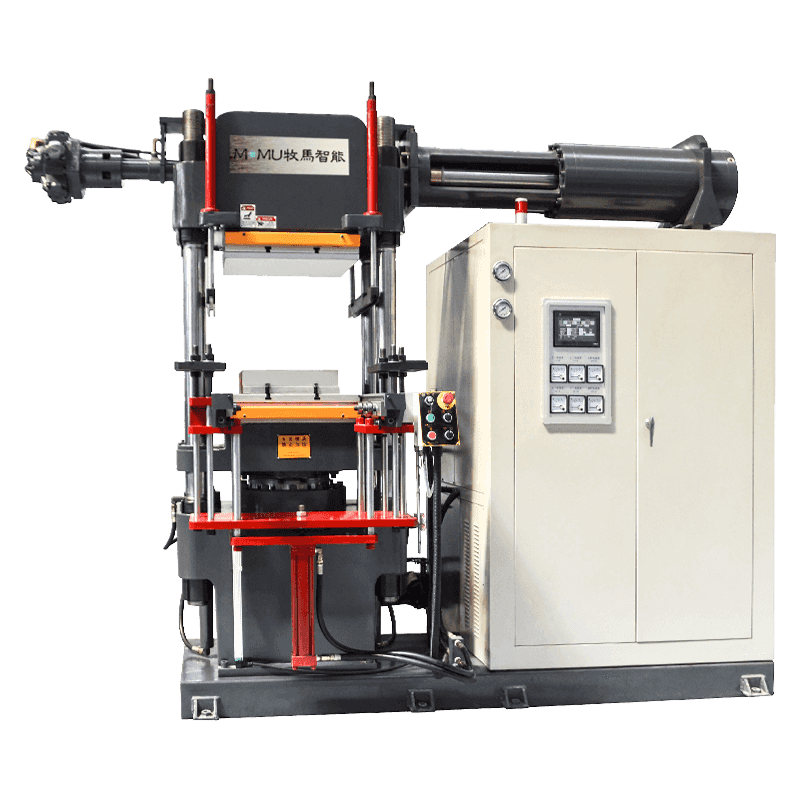
Zacisk hydrauliczny
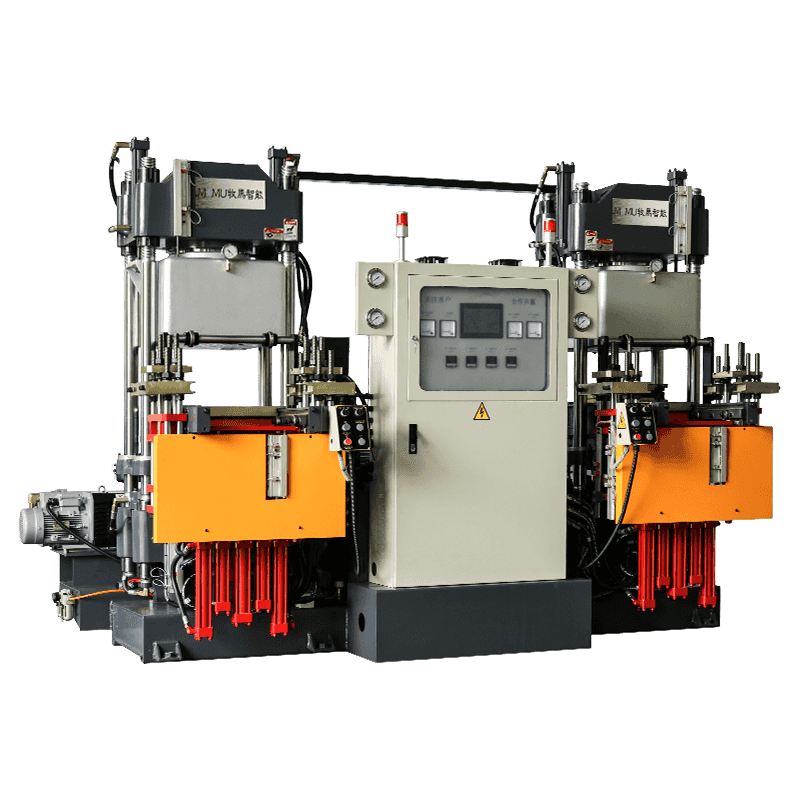
Hydrauliczne systemy mocowania wykorzystują olej pod ciśnieniem do bezpośredniego uruchomienia cylindra dociskowego. Oferują wysokie siły mocowania w kompaktowych ramach maszyn, dzięki czemu doskonale nadają się do wielkotonażowych maszyn LSR produkujących części o dużych rozmiarach, takie jak uszczelki samochodowe, uszczelki lub duże obudowy urządzeń medycznych. Układy hydrauliczne zapewniają płynne, ciągłe przyłożenie siły i są stosunkowo tolerancyjne na niewspółosiowość formy. Jednakże zużywają energię w sposób ciągły w celu utrzymania ciśnienia hydraulicznego, wytwarzają ciepło, którym należy zarządzać i wymagają regularnej konserwacji płynu hydraulicznego oraz kontroli uszczelek, aby zapobiec zanieczyszczeniu – co stanowi problem w produkcji LSR w pomieszczeniach czystych do zastosowań medycznych lub mających kontakt z żywnością.
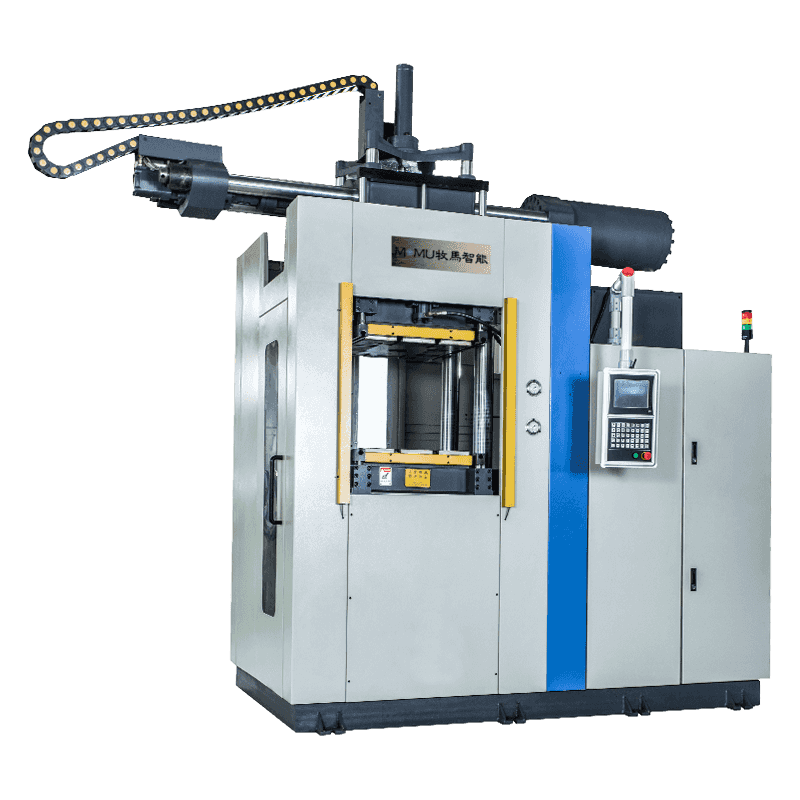
Zaciskanie przełączne
Mechanizmy przełączające wykorzystują mechaniczny układ połączeń napędzany siłownikiem hydraulicznym lub serwo w celu geometrycznego zwielokrotnienia siły, gdy przełączniki zbliżają się do pozycji całkowicie wysuniętej (zablokowanej). Taka konstrukcja zapewnia bardzo dużą siłę zaciskania na końcu skoku przy stosunkowo niewielkim wysiłku siłownika, co czyni go energooszczędnym w zastosowaniach wymagających dużej liczby cykli. Maszyny przełączające są szeroko stosowane w średniej i dużej produkcji LSR i oferują krótkie czasy cyklu suszenia. Podstawowym ograniczeniem jest to, że siła zwarcia jest wrażliwa na wysokość formy — regulacji należy dokonać dokładnie przy wymianie formy, aby zapewnić pełne rozciągnięcie dźwigni w odpowiednim punkcie zamknięcia formy, co wymaga starannych procedur konfiguracji.
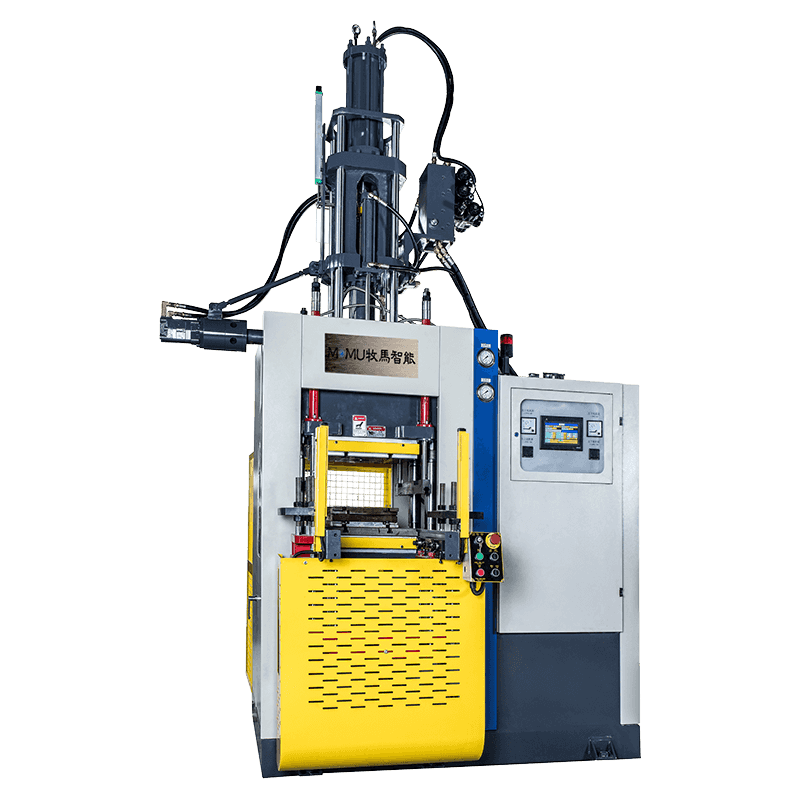
Zacisk całkowicie elektryczny (serwoelektryczny).
Całkowicie elektryczne maszyny zaciskowe wykorzystują serwosilniki napędzające mechanizmy śrubowo-toczne do otwierania, zamykania i przykładania siły zaciskania. Technologia ta zapewnia najwyższy poziom powtarzalności i precyzji pozycjonowania – krytyczne dla części LSR o wąskiej tolerancji stosowanych w urządzeniach medycznych, komponentach optycznych i zastosowaniach związanych z mikroformowaniem. Maszyny całkowicie elektryczne zużywają energię tylko wtedy, gdy są w ruchu, nie wytwarzają ciepła hydraulicznego i nie stwarzają ryzyka zanieczyszczenia oleju, co czyni je preferowanym wyborem w środowiskach pomieszczeń czystych klasy ISO. Ich wyższa początkowa cena zakupu jest zwykle kompensowana w czasie niższymi kosztami operacyjnymi, zmniejszoną konserwacją i doskonałą spójnością procesu.

Branże i zastosowania wykorzystujące maszyny mocujące LSR
Maszyny do mocowania form z płynnym silikonem służą niezwykle zróżnicowanej gamie gałęzi przemysłu, napędzane unikalnym połączeniem biokompatybilności, stabilności termicznej, izolacji elektrycznej i trwałości firmy LSR. Zrozumienie, które branże w największym stopniu opierają się na tej technologii, pomaga kontekstualizować wymagania dotyczące wydajności maszyn, które mają największe znaczenie w każdym sektorze.
- Wyroby medyczne i opieka zdrowotna: LSR jest zgodny z wymogami FDA, podlega sterylizacji w autoklawie i jest biokompatybilny, co czyni go niezbędnym do produkcji masek oddechowych, elementów cewników, membran zaworów, uszczelek strzykawek, końcówek dousznych do aparatów słuchowych i uchwytów narzędzi chirurgicznych. Maszyny stosowane w tym sektorze muszą spełniać standardy kompatybilności z pomieszczeniami czystymi i zapewniać pełną identyfikowalność parametrów procesu.
- Motoryzacja: Układy uszczelniające, osłony świec zapłonowych, uszczelki złączy i obudowy czujników wykonane z LSR wymagają produkcji na dużą skalę przy zachowaniu wąskich tolerancji wymiarowych. Wielogniazdowe narzędzia do gorących kanałów pracujące na wielkotonażowych maszynach mocujących są standardem w zakładach dostawców motoryzacyjnych pierwszego poziomu.
- Produkty dla niemowląt i niemowląt: Smoczki do butelek, smoczki, gryzaki i akcesoria do karmienia są produkowane z LSR dopuszczonego do kontaktu z żywnością na maszynach zatwierdzonych pod kątem zgodności z normami bezpieczeństwa, takimi jak FDA 21 CFR i UE 10/2011 dla materiałów przeznaczonych do kontaktu z żywnością.
- Elektronika użytkowa: Wodoodporne uszczelki do smartfonów, smartwatchów i słuchawek dousznych; membrany przełączników klawiaturowych; a elementy mające kontakt ze skórą urządzeń przenośnych są coraz częściej produkowane z LSR ze względu na jego trwałość i właściwości dotykowe.
- Uszczelnienia przemysłowe i kontrola płynów: O-ringi, membrany i niestandardowe uszczelki do pomp, zaworów i sprzętu do przetwarzania chemicznego charakteryzują się odpornością LSR na ekstremalne temperatury (-60°C do 230°C), promieniowanie UV i agresywne chemikalia.
Parametry procesu, które bezpośrednio wpływają na wydajność mocowania i jakość części
Nawet najbardziej precyzyjnie określona maszyna do zamykania form z płynnym silikonem wyprodukuje wadliwe części, jeśli parametry procesu nie zostaną prawidłowo ustalone i utrzymane. Formowanie LSR jest wrażliwe na zbiór wzajemnie powiązanych zmiennych, które operatorzy i inżynierowie procesu muszą stale monitorować i optymalizować.
- Siła mocowania a przewidywana powierzchnia wnęki: Oblicz wymaganą siłę zwarcia, mnożąc całkowitą rzutowaną powierzchnię wszystkich wnęk i prowadnic (w cm²) przez średnie ciśnienie wtrysku (w kN/cm²). Zastosuj współczynnik bezpieczeństwa 1,2–1,5, aby uwzględnić skoki ciśnienia podczas napełniania. Niewystarczająca siła mocowania powoduje powstawanie wypływów; nadmierna siła może z czasem uszkodzić powierzchnie podziału formy.
- Jednolitość temperatury formy: Nierównomierne nagrzewanie formy prowadzi do zmiennej szybkości utwardzania w całej matrycy, w wyniku czego powstają części o niespójnej twardości, wykończeniu powierzchni lub dokładności wymiarowej. Przed przystąpieniem do produkcji sprawdź równomierność temperatury na powierzchni formy za pomocą obrazowania termowizyjnego.
- Prędkość i ciśnienie wtrysku: Niska lepkość LSR oznacza, że szybko wypełnia ubytki. Należy kontrolować prędkość wtrysku, aby uniknąć uwięzienia powietrza i defektów związanych z wtryskiem, szczególnie w przypadku części cienkościennych lub części o złożonej geometrii. Programowalne, wielostopniowe profile wtrysku umożliwiają zmniejszenie prędkości w krytycznych przejściach napełniania.
- Optymalizacja czasu utwardzania: Czas utwardzania jest funkcją temperatury formy, grubości ścianki części i energii aktywacji konkretnego gatunku LSR. Niedostateczne utwardzanie pozostawia części lepkie i słabe mechanicznie; nadmierne utwardzanie marnuje czas cyklu i może powodować degradację termiczną cienkich przekrojów. Użyj badań czasu utwardzania z pomiarami twardości, aby ustalić minimalny efektywny czas utwardzania dla każdej kombinacji narzędzia i materiału.
- Odpowietrzanie próżniowe: Wiele form LSR jest wyposażonych w systemy próżniowe, które usuwają powietrze z gniazda bezpośrednio przed wtryskiem. Jest to szczególnie ważne w przypadku małych wnęk, ślepych kieszeni lub części o surowych wymaganiach kosmetycznych, ponieważ uwięzione powietrze powoduje powstawanie pustych przestrzeni, krótkich strzałów i porowatości powierzchni, której sama siła docisku nie jest w stanie zapobiec.
Konserwacja i trwałość: ochrona inwestycji w maszynę
Maszyna do zamykania form z płynnym silikonem stanowi znaczną inwestycję kapitałową — ceny maszyn podstawowych zaczynają się od 80 000 USD, podczas gdy w pełni wyposażone, w pełni elektryczne systemy z wieloskładnikowym dozowaniem i integracją z pomieszczeniami czystymi mogą przekroczyć 500 000 USD. Wdrożenie zdyscyplinowanego programu konserwacji zapobiegawczej jest niezbędne, aby chronić tę inwestycję, minimalizować nieplanowane przestoje i utrzymywać jakość produkcji przez cały okres eksploatacji maszyny.
- Codzienne czyszczenie układu dozowania i mieszania: Na koniec każdej zmiany produkcyjnej należy oczyścić mieszalnik, statyczny element mieszający i dyszę, aby zapobiec utwardzeniu LSR w systemie podawania. Utwardzone silikonowe blokady w mieszalnikach statycznych są główną przyczyną nieplanowanych przestojów i mogą wymagać kosztownego demontażu i czyszczenia.
- Sprawdzanie równoległości prętów ściągających i płyt dociskowych: Regularnie mierz równoległość płyt za pomocą czujników zegarowych. Utrata równoległości — spowodowana zużyciem drążka kierowniczego, nierównomiernym obciążeniem mocowania lub efektami termicznymi — prowadzi do nierównomiernych wzorów wypływek w narzędziach wielogniazdowych i może zostać błędnie zdiagnozowana jako problem z oprzyrządowaniem, jeśli geometria maszyny nie zostanie najpierw zweryfikowana.
- Kontrola układu chłodzenia lufy i dyszy: Sprawdź, czy przepływ wody lodowej przez płaszcz chłodzący beczkę mieści się w określonych parametrach. Utrata wydajności chłodzenia umożliwia LSR rozpoczęcie wulkanizacji w strefie zasilania, powodując nieprawidłowe ciężary śrutu i skoki momentu obrotowego śrub, które mogą uszkodzić elementy napędu.
- Kalibracja serwonapędu i enkodera: W przypadku maszyn całkowicie elektrycznych należy sprawdzać dokładność sprzężenia zwrotnego enkodera serwomotoru i napięcie wstępne śruby kulowej w zaplanowanych odstępach czasu. Dryft enkodera lub zużycie śruby kulowej powodują błędy pozycjonowania w przyłożeniu siły zaciskania, które mogą nie być od razu widoczne w jakości części, ale z czasem kumulują się w znaczących defektach.
Dla producentów dbających o precyzję, spójność i skalowalność w produkcji płynnego kauczuku silikonowego inwestycja w odpowiednią maszynę do zamykania form z ciekłym silikonem – odpowiednio dobraną, prawidłowo zainstalowaną i rygorystycznie konserwowaną – to decyzja o największym wpływie w ustanowieniu konkurencyjnej firmy zajmującej się formowaniem LSR, zdolnej do spełnienia rygorystycznych standardów dzisiejszych rynków produktów medycznych, motoryzacyjnych i konsumenckich.