Co to jest próżniowa maszyna do wulkanizacji gumy i jak działa?
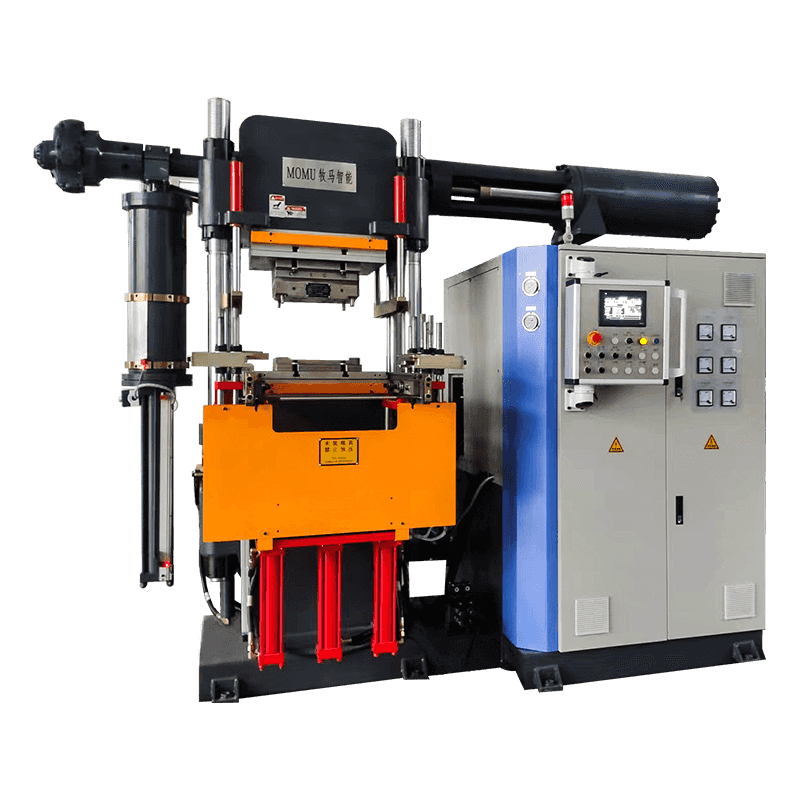
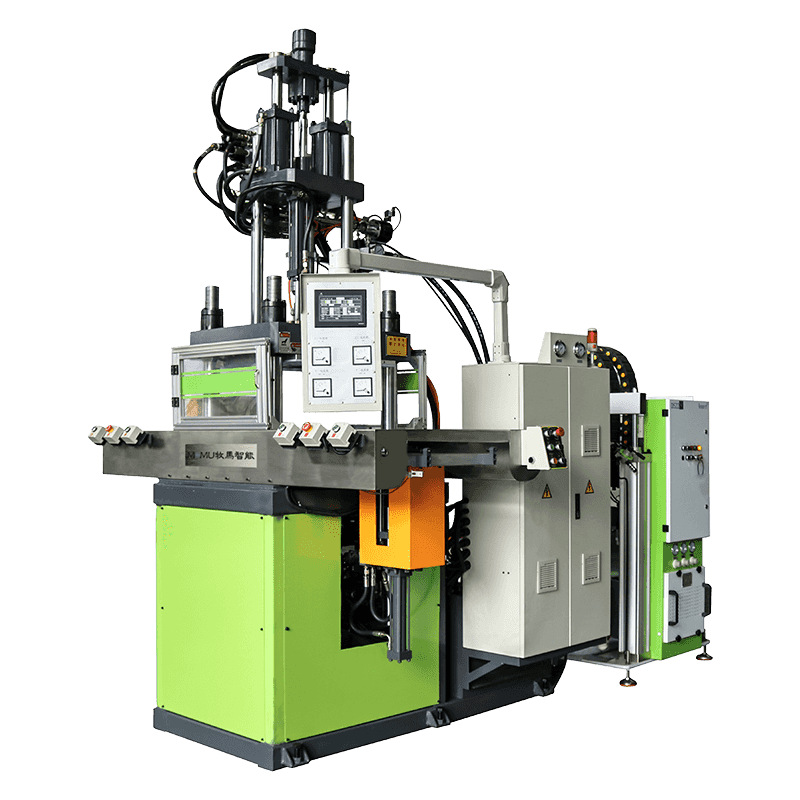
Próżniowa maszyna do wulkanizacji gumy to wyspecjalizowane urządzenie przemysłowe stosowane do utwardzania mieszanek gumowych pod kontrolowaną temperaturą i ciśnieniem w środowisku próżniowym. Wulkanizacja to proces chemiczny, który przekształca surową lub mieszaną gumę ze stanu miękkiego, giętkiego w trwały, elastyczny i odporny na ciepło materiał poprzez tworzenie wiązań poprzecznych między łańcuchami polimeru — zwykle za pomocą utwardzaczy na bazie siarki lub nadtlenku. Element próżniowy odróżnia tę maszynę od standardowych wulkanizatorów prasowych. Odprowadzając powietrze z wnęki formy przed i w trakcie cyklu utwardzania, maszyna eliminuje uwięzione kieszenie powietrzne i gazy, które w przeciwnym razie powodowałyby porowatość, puste przestrzenie lub skazy powierzchniowe w gotowym wyrobie gumowym.
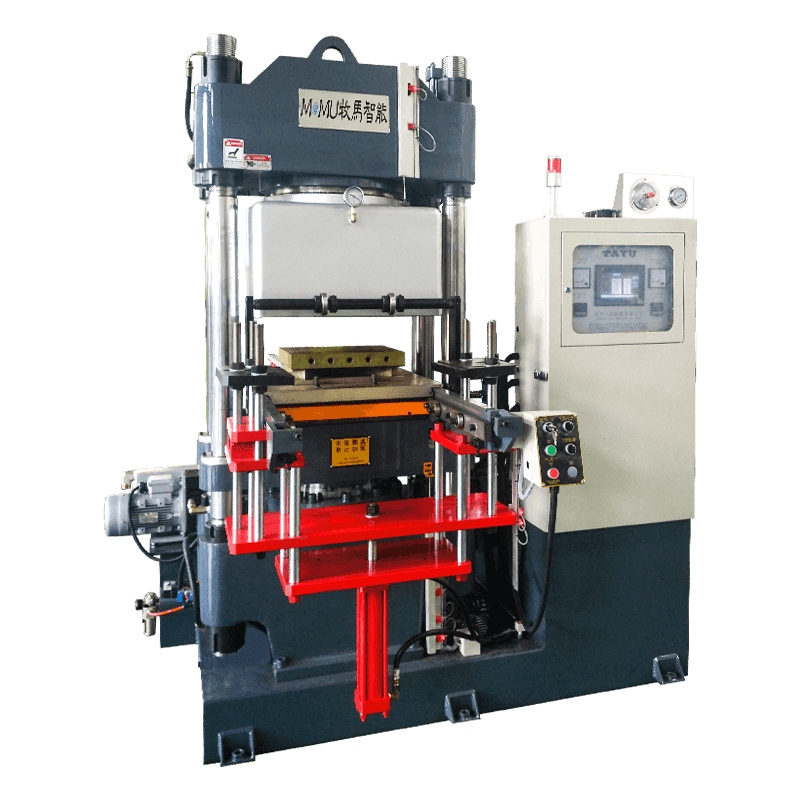
Maszyna działa w oparciu o sekwencję zautomatyzowanych etapów: ładowanie formy, odprowadzanie próżni, wywieranie ciśnienia, utwardzanie cieplne i uwalnianie z formy. Ogrzewanie zwykle osiąga się za pomocą płyt elektrycznych lub płyt ogrzewanych parą, które równomiernie przekazują ciepło do mieszanki gumowej. Pompa próżniowa podłączona do uszczelnionej komory formy obniża ciśnienie wewnętrzne — zwykle do wartości od -0,08 MPa do -0,1 MPa — zanim prasa zamknie się i zastosuje siłę zwarcia. To połączenie próżni, ciepła i ciśnienia mechanicznego zapewnia całkowite wypełnienie formy o złożonej geometrii i zgodność utwardzonej części ze specyfikacjami dotyczącymi wymiarów i jakości powierzchni.

Branże i zastosowania wykorzystujące wulkanizację próżniową
Maszyny do wulkanizacji gumy próżniowej są stosowane w wielu gałęziach przemysłu, w których jakość i konsystencja części gumowych nie podlegają negocjacjom. Sektor motoryzacyjny jest jednym z największych użytkowników, który polega na tych maszynach do produkcji uszczelek, uszczelek, pierścieni uszczelniających typu „O”, tłumików drgań i komponentów do transportu płynów, które muszą działać niezawodnie w wymagających warunkach termicznych i mechanicznych. W przemyśle lotniczym wulkanizację próżniową stosuje się w przypadku precyzyjnych elementów gumowych, gdzie nawet mikroskopijne puste przestrzenie mogą zagrozić integralności krytycznych systemów uszczelniających.
Przemysł wyrobów medycznych wykorzystuje maszyny do wulkanizacji próżniowej do produkcji części silikonowych i specjalnych z gumy, które muszą spełniać rygorystyczne normy biokompatybilności i tolerancji wymiarowej. Producenci elektroniki wykorzystują je do produkcji elementów izolacyjnych i uchwytów wibroizolacyjnych. Przemysł obuwniczy stosuje technologię klejenia podeszw i formowanych elementów gumowych. W każdym przypadku środowisko próżniowe jest niezbędne do osiągnięcia wykończenia powierzchni, gęstości wewnętrznej i parametrów mechanicznych, których nie można w sposób niezawodny zapewnić w przypadku standardowej wulkanizacji w prasie.
Kluczowe parametry procesu i sposoby ich kontrolowania
Wytwarzanie spójnych, wolnych od wad wulkanizowanych części gumowych wymaga precyzyjnego zarządzania kilkoma współzależnymi parametrami procesu. Zrozumienie działania każdego parametru – i tego, jak odchylenia wpływają na wydajność – ma kluczowe znaczenie dla skutecznej obsługi próżniowej maszyny wulkanizacyjnej.
Temperatura wulkanizacji
Temperatura jest głównym czynnikiem wpływającym na reakcję wulkanizacji. Większość mieszanek gumowych utwardza się w temperaturze od 150°C do 200°C, przy czym optymalna temperatura zależy od składu mieszanki i zastosowanego systemu utwardzania. Zbyt niska temperatura powoduje niedostateczne utwardzenie – guma będzie miękka, słaba, może wykazywać kleistość lub niepełne usieciowanie. Zbyt wysoka temperatura powoduje nadmierne utwardzanie lub rewersję, podczas której sieć polimerowa ulega degradacji, a guma traci wytrzymałość i elastyczność. Równie ważna jest równomierność temperatury płyty na całej powierzchni formy; Gradienty temperatury powyżej pięciu do dziesięciu stopni Celsjusza w formie mogą powodować nierównomierne utwardzanie i zróżnicowany skurcz.
Czas utwardzania
Czas utwardzania jest określany na podstawie danych reologicznych związku — w szczególności wartości T90 z testu reometru z ruchomą matrycą (MDR), która wskazuje czas wymagany do osiągnięcia dziewięćdziesięciu procent maksymalnego momentu obrotowego (gęstości usieciowania) w docelowej temperaturze. Czas utwardzania zazwyczaj waha się od dwóch do trzydziestu minut, w zależności od rodzaju związku, grubości części i temperatury. W przypadku grubych przekrojów należy uwzględnić dodatkowy czas, aby ciepło mogło przeniknąć do rdzenia. Stosowanie zbyt krótkiego czasu utwardzania jest jedną z najczęstszych przyczyn usterek w wyrobach gumowych.
Poziom podciśnienia i czas
Próżnia musi osiągnąć poziom docelowy, zanim prasa zamknie się i rozpocznie utwardzanie. W większości operacji docelowy poziom próżni wynosi od -0,095 MPa do -0,1 MPa. Czas ewakuacji — zwykle od piętnastu do sześćdziesięciu sekund — musi być wystarczający do całkowitego usunięcia powietrza zarówno z gniazda formy, jak i wszelkich kanałów odpowietrzających. Jeśli cykl pompy próżniowej jest zbyt krótki, resztkowe powietrze zostanie sprężone, a nie usunięte, gdy prasa się zamknie, powodując powstawanie pustych przestrzeni podpowierzchniowych. Regularne testowanie wydajności pompy i sprawdzanie wycieków w przewodach podciśnieniowych i uszczelkach formy ma zasadnicze znaczenie dla utrzymania stałej jakości opróżniania.
Ciśnienie zaciskania
Ciśnienie zaciskania utrzymuje połówki formy szczelnie zamknięte podczas wulkanizacji i ściska mieszankę gumową, aby całkowicie wypełnić geometrię wnęki. Niewystarczający nacisk mocowania powoduje powstawanie wypływki na linii podziału i może skutkować niedopełnieniem sekcji. Nadmierne ciśnienie może uszkodzić formy lub spowodować wyciśnięcie masy z wnęki przed wystąpieniem żelowania. Typowe ciśnienie mocowania przy wulkanizacji gumy mieści się w zakresie od 10 do 25 MPa w zależności od lepkości mieszanki i geometrii części.
Typowe wady i sposoby ich diagnozowania
Nawet w przypadku dobrze skalibrowanych maszyn w wulkanizowanych częściach gumowych mogą pojawić się defekty. Szybka identyfikacja pierwotnej przyczyny minimalizuje ilość odpadów i przestoje w produkcji. Poniższa tabela podsumowuje najczęściej spotykane defekty i ich prawdopodobne przyczyny:
| Wada | Prawdopodobna przyczyna | Działanie naprawcze |
| Porowatość / puste przestrzenie wewnętrzne | Niewystarczający czas próżni lub ewakuacji | Sprawdź wydajność pompy; wydłużyć czas ewakuacji |
| Pęcherzyki powierzchniowe | Wilgoć w mieszance lub pleśni | Mieszanka wstępnie sucha; oczyścić i podgrzać formę |
| Niedoutwardzenie (części miękkie) | Niska temperatura lub niewystarczający czas utwardzania | Sprawdź kalibrację temperatury płyty dociskowej; przedłużyć czas utwardzania |
| Nadmierny Flash | Niski nacisk mocowania lub zużyta linia podziału formy | Zwiększenie tonażu prasy; sprawdzić i odnowić formę |
| Krótki strzał / Niewypełnione obszary | Niewystarczająca masa ładunku złożonego | Przelicz masę ładunku; dostosować złożoną preformę |
| Różnice wymiarowe | Nierówna temperatura lub siła mocowania | Kalibracja czujników; przeprowadzać regularną konserwację prasy |
Jak wybrać odpowiednią maszynę do wulkanizacji gumy próżniowej
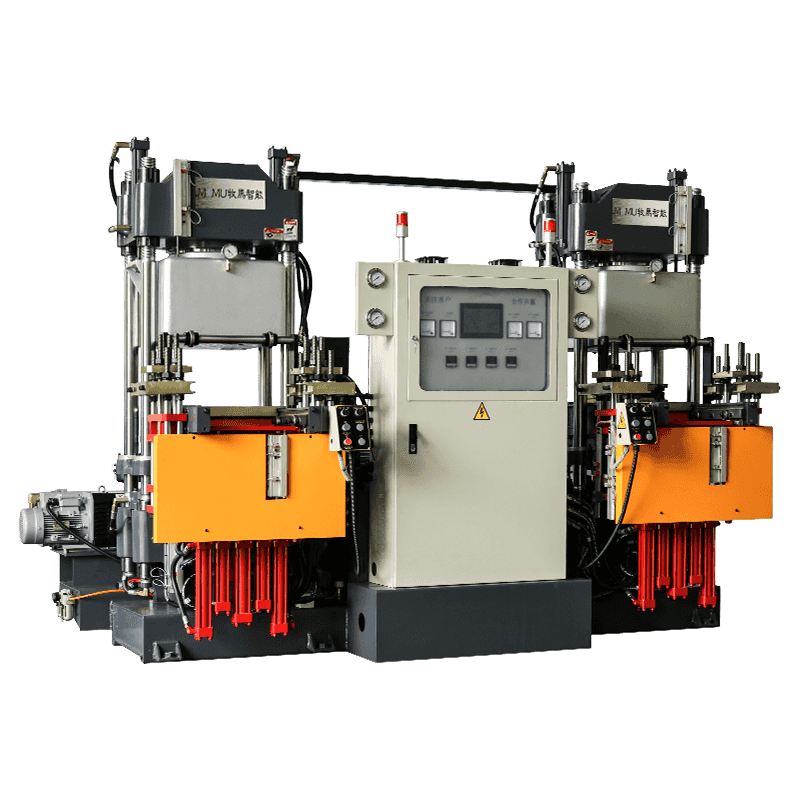
Wybór właściwej maszyny wymaga dopasowania specyfikacji sprzętu do wymagań konkretnego zastosowania produkcyjnego. Kluczowe kryteria oceny obejmują rozmiar płyty dociskowej, tonaż prasy, wydajność systemu próżniowego, zakres temperatur i stopień zaawansowania systemu sterowania.
- Rozmiar płyty musi pasować do największej formy, jaką zamierzasz uruchomić, z wystarczającym marginesem, aby utrzymać równomierny rozkład temperatury. Standardowe rozmiary płyt wahają się od 200 mm × 200 mm do produkcji małych części do 1000 mm × 1000 mm lub większe do zastosowań przemysłowych.
- Tonaż prasy musi być dopasowany do przewidywanej powierzchni formy i lepkości mieszanki gumowej. Ogólną wskazówką jest obliczenie wymaganej siły poprzez pomnożenie rzutowanej powierzchni gniazda formy przez docelowe ciśnienie zwarcia, a następnie dodanie marginesu bezpieczeństwa wynoszącego co najmniej dwadzieścia procent.
- Wydajność pompy próżniowej – mierzona w litrach na minutę – powinna wystarczyć do opróżnienia komory formy do docelowego poziomu próżni w ciągu piętnastu do trzydziestu sekund. Większe objętości form wymagają pomp o większej wydajności, aby uniknąć wydłużonych czasów cykli.
- Zakres temperatur i specyfikacje dotyczące jednorodności należy sprawdzić w odniesieniu do wymagań utwardzania danego związku. Większość maszyn ogólnego przeznaczenia pracuje w temperaturze do 200°C, podczas gdy maszyny specjalistyczne do wysokotemperaturowych związków silikonu lub fluoroelastomeru mogą wymagać temperatury 250°C lub wyższej.
- Możliwości systemu sterowania określają, jaką elastyczność procesu i rejestrację danych można osiągnąć. Programowalne sterowniki logiczne (PLC) z interfejsami dotykowymi umożliwiają wieloetapowe profile utwardzania, automatyczne sekwencjonowanie próżniowe i przechowywanie zapisów produkcyjnych — wszystko to jest cenne z punktu widzenia zarządzania jakością i powtarzalności procesów.
Praktyki rutynowej konserwacji, które chronią wydajność maszyny
Próżniowa maszyna do wulkanizacji gumy stanowi znaczną inwestycję kapitałową, a konsekwentna konserwacja jest niezbędna do ochrony tej inwestycji, przy jednoczesnym zapewnieniu niezawodności produkcji. Najwięcej uwagi wymaga układ próżniowy — olej w pompie próżniowej należy sprawdzać i wymieniać zgodnie z harmonogramem producenta, zazwyczaj co trzy do sześciu miesięcy w ciągłych warunkach produkcyjnych. Połączenia przewodów podciśnieniowych, uszczelki i uszczelnienia formy należy co tydzień sprawdzać pod kątem zużycia lub wycieków, ponieważ nawet małe wycieki znacznie pogarszają wydajność opróżniania.
Czujniki temperatury płyty i przetworniki ciśnienia należy kalibrować co kwartał przy użyciu certyfikowanych przyrządów referencyjnych, aby mieć pewność, że wartości wyświetlane na maszynie odzwierciedlają rzeczywiste warunki procesu. Poziom płynu hydraulicznego i stan filtrów należy monitorować co miesiąc. Powierzchnie formy należy czyścić po każdym cyklu produkcyjnym, aby zapobiec gromadzeniu się resztek gumy, co może powodować przywieranie, wady powierzchni kolejnych części i przyspieszone zużycie formy. Prowadzenie szczegółowego dziennika konserwacji — rejestrującego wszystkie inspekcje, wymiany płynów, kalibracje i zdarzenia awaryjne — zapewnia dane historyczne potrzebne do zidentyfikowania pojawiających się problemów, zanim spowodują nieplanowane przestoje.
Maksymalizacja jakości wyjściowej i wydajności produkcji
Oprócz wyboru i konserwacji maszyn, osiągnięcie niezmiennie wysokiej jakości wydruku od próżniowa maszyna do wulkanizacji gumy zależy od dyscypliny procesu. Standaryzacja przygotowania mieszanki — w tym stała waga, kształt i umiejscowienie preformy w formie — eliminuje jedno z najczęstszych źródeł różnic między częściami. Prawidłowe i konsekwentne stosowanie środków antyadhezyjnych zapobiega sklejaniu się, nie zanieczyszczając powierzchni gumy ani nie wpływając na wiązanie części kompozytowych. Ustanowienie udokumentowanych receptur utwardzania dla każdego produktu i zablokowanie tych receptur w systemie sterowania maszyny zapobiega przypadkowym zmianom parametrów, które prowadzą do niezgodności produkcji.
Metody statystycznej kontroli procesu (SPC) stosowane do kluczowych pomiarów wyjściowych — masy części, wymiarów krytycznych i twardości — zapewniają wczesne ostrzeganie w przypadku wystąpienia odchyleń w procesie, umożliwiając podjęcie działań korygujących przed wytworzeniem dużych ilości złomu. W przypadku operacji masowych integracja danych wyjściowych maszyny z systemem realizacji produkcji (MES) umożliwia monitorowanie i identyfikowalność produkcji w czasie rzeczywistym, co jest coraz częściej wymagane przez klientów z branży motoryzacyjnej i medycznej w ramach wymagań jakościowych dostawców. Traktowanie maszyny wulkanizacyjnej jako precyzyjnego instrumentu, a nie prasy towarowej, to sposób myślenia, który oddziela stale wysokowydajne operacje związane z gumą od tych, które borykają się z chronicznymi problemami z jakością i wydajnością.