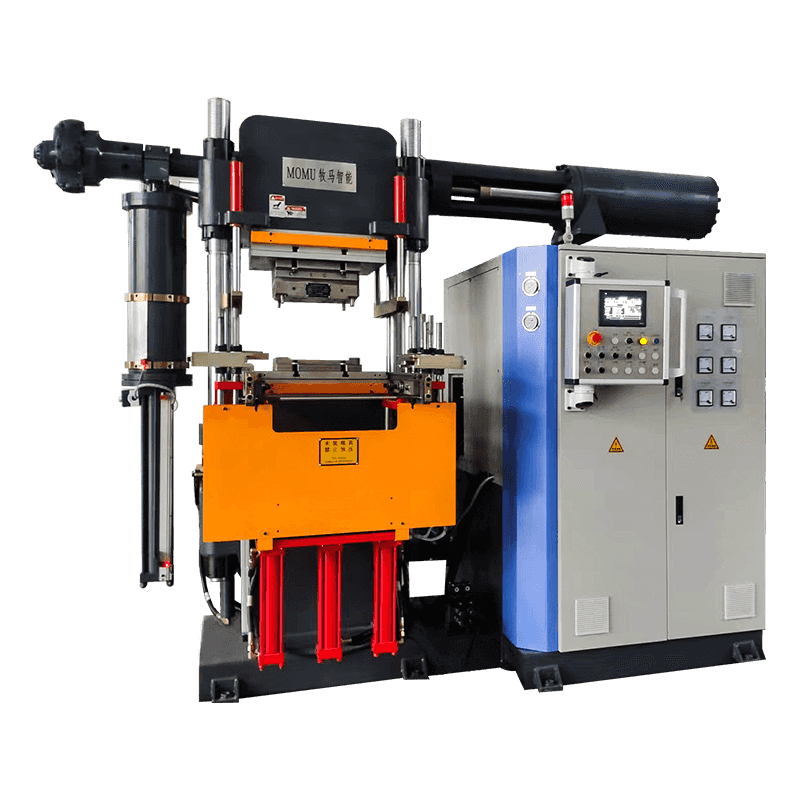
Co to jest maszyna do wulkanizacji gumy próżniowej
A próżniowa maszyna do wulkanizacji gumy to przemysłowy system prasy, który łączy ciepło, ciśnienie i kontrolowane środowisko próżniowe w celu utwardzania mieszanek gumowych do ich ostatecznej, trwałej formy. Wulkanizacja to proces chemiczny, w wyniku którego surowa lub mieszana guma jest sieciowana za pomocą ciepła i utwardzacza – zazwyczaj siarki lub nadtlenku – przekształcając miękki, giętki materiał w mocny, elastyczny i termicznie stabilny produkt. Dodanie próżni do tego procesu odróżnia tę maszynę od standardowych pras do gumy: usuwając powietrze i lotne gazy z wnęki formy przed i podczas utwardzania, maszyna eliminuje porowatość, pułapki powietrzne i puste przestrzenie, które w przeciwnym razie mogłyby zagrozić integralności strukturalnej i jakości powierzchni gotowej części gumowej.
Technologia ta jest szeroko stosowana w branżach, w których elementy gumowe muszą spełniać rygorystyczne normy dotyczące jednorodności gęstości, wykończenia powierzchni, dokładności wymiarowej i wydajności mechanicznej. Od uszczelek samochodowych i uszczelek lotniczych po części silikonowe klasy medycznej i precyzyjne membrany przemysłowe, maszyny do wulkanizacji próżniowej wytwarzają wyroby gumowe, którym standardowe metody prasowania na gorąco po prostu nie mogą dorównać pod względem konsystencji i jakości wolnej od wad.
Jak działa proces wulkanizacji próżniowej
Cykl operacyjny próżniowej maszyny do wulkanizacji gumy składa się ze starannie uporządkowanego zestawu etapów, z których każdy odgrywa kluczową rolę w osiągnięciu utwardzenia wolnego od defektów. Zrozumienie tej sekwencji pomaga operatorom i inżynierom zoptymalizować parametry procesu dla określonych mieszanek gumowych i geometrii form.
Załadunek formy i wstępne zamknięcie
Proces rozpoczyna się od umieszczenia nieutwardzonej mieszanki gumowej – w postaci preformy, arkusza lub wtrysku – we wnęce formy. Następnie formę zamyka się, uzyskując wstępne ciśnienie, które utrzymuje gumę w miejscu, nie przykładając jeszcze pełnej siły utwardzania. Na tym etapie forma nie jest jeszcze całkowicie uszczelniona, a system próżniowy nie został jeszcze uruchomiony.
Ewakuacja próżniowa
Gdy forma osiągnie wstępne położenie zamknięte, pompa próżniowa zostaje aktywowana i wysysa powietrze z wnęki formy poprzez dedykowane kanały odprowadzające wyfrezowane w formie lub płycie dociskowej. Docelowy poziom próżni zazwyczaj mieści się w zakresie od -0,08 MPa do -0,098 MPa (około 95–99% próżni), a faza ewakuacji trwa od 15 do 90 sekund, w zależności od objętości formy i rodzaju mieszanki. Ten etap usuwa rozpuszczone powietrze z mieszanki gumowej, usuwa wilgoć i eliminuje lotne produkty uboczne, które w przeciwnym razie tworzyłyby pęcherzyki lub puste przestrzenie podczas utwardzania.
Aplikacja i utwardzanie pod pełnym ciśnieniem
Przy utrzymywanym podciśnieniu prasa przykłada pełne ciśnienie zaciskania — zwykle od 10 do 25 MPa, w zależności od specyfikacji produktu — podczas gdy podgrzewane płyty dociskowe doprowadzają formę do docelowej temperatury utwardzania, zwykle od 150°C do 200°C w przypadku większości związków utwardzanych siarką. Połączenie ciepła i ciśnienia inicjuje i napędza reakcje sieciowania w matrycy gumowej. Czas utwardzania waha się od kilku minut w przypadku cienkich skrawków do ponad godziny w przypadku grubych lub skomplikowanych części. Przez całą tę fazę próżnia w dalszym ciągu tłumi wszelką migrację gazu resztkowego.

Uwolnienie ciśnienia i rozformowanie
Po zakończeniu cyklu utwardzania prasa zwalnia ciśnienie docisku, usuwa próżnię i otwiera formę. Utwardzona część gumowa jest usuwana — zwykle przy pomocy kołków wypychających lub sprężonego powietrza — i poddawana kontroli po utwardzeniu. Jeśli jest to wymagane, przed przystąpieniem części do kontroli jakości i pakowania wykonuje się przycinanie wypływkowe.
Podstawowe zalety wulkanizacji próżniowej w porównaniu ze standardowymi metodami prasowania na gorąco
Środowisko próżniowe zasadniczo zmienia wynik jakościowy utwardzania gumy. Producenci, którzy przechodzą z konwencjonalnej wulkanizacji w prasie na gorąco na systemy wspomagane próżniowo, konsekwentnie zgłaszają mierzalną poprawę w zakresie wielu wskaźników jakości i produktywności:
- Eliminacja porowatości i wtrąceń powietrza: Powietrze uwięzione w mieszankach gumowych podczas mieszania i formowania tworzy puste przestrzenie, które zmniejszają wytrzymałość na rozciąganie, odporność na rozdarcie i zdolność utrzymywania ciśnienia. Odsysanie próżniowe usuwa te kieszenie powietrzne, zanim zostaną zablokowane w utwardzonej strukturze, tworząc części o wymiernie większej gęstości i jednorodności mechanicznej.
- Doskonałe wykończenie powierzchni: Bez powietrza uwięzionego na styku powierzchni formy guma przepływa czysto do każdego szczegółu wnęki, tworząc ostrzejsze krawędzie, czystsze napisy lub reprodukcję tekstur oraz gładkie, pozbawione defektów wykończenie naskórkowe, które zmniejsza wymagania dotyczące wtórnego wykończenia.
- Poprawiona spójność wymiarowa: Utwardzanie wspomagane próżniowo zapewnia równomierne wypełnienie wnęki formy przez gumę w kontrolowanych warunkach, redukując różnice grubości i rozrzut wymiarów między częściami – krytyczny wymóg w zastosowaniach uszczelniających, w których tolerancje są wąskie.
- Lepsza wydajność w przypadku związków wrażliwych na wilgoć: Kauczuk silikonowy, EPDM i niektóre związki specjalistyczne są wrażliwe na zanieczyszczenie wilgocią podczas utwardzania. Środowisko próżniowe usuwa wilgoć, zanim może ona spowodować powstawanie pęcherzy na powierzchni, odbarwienie lub niecałkowite utwardzenie w dotkniętych strefach.
- Zmniejszone stawki złomu i przeróbek: Eliminując główne przyczyny wad wewnętrznych i powierzchniowych, wulkanizacja próżniowa znacznie zmniejsza odsetek części, które nie przeszły kontroli, obniżając straty materiałowe i koszty pracy dodatkowej.
- Kompatybilność ze złożonymi geometriami: Głębokie wnęki, cienkie ściany, podcięcia i skomplikowane kanały wewnętrzne są wypełniane bardziej niezawodnie, gdy w formie panuje próżnia, ponieważ nie ma konkurencyjnego ciśnienia powietrza utrudniającego przepływ gumy do ograniczonych obszarów.
Branże i zastosowania wykorzystujące próżniowe maszyny do wulkanizacji gumy
Zapotrzebowanie na maszyny do wulkanizacji próżniowej obejmuje szeroki zakres branż, z których każda ma specyficzne wymagania wydajnościowe, które sprawiają, że proces próżniowy jest albo zdecydowanie preferowany, albo obowiązkowy z technicznego punktu widzenia:
| Przemysł | Typowe produkty | Kluczowe wymaganie |
| Motoryzacja | Uszczelki drzwi, uszczelki, oringi, tuleje | Precyzja wymiarowa, zerowa porowatość |
| Lotnictwo | Uszczelki układu paliwowego, tłumiki drgań | Konstrukcja pozbawiona wad, wysoka niezawodność |
| Urządzenia medyczne | Implanty silikonowe, membrany, rurki | Czystość, jakość powierzchni, biokompatybilność |
| Elektronika | Klawiatury, złącza, hermetyzacja | Drobne odwzorowanie szczegółów, spójność |
| Sprzęt Przemysłowy | Membrany pomp, rolki, części przenośników | Trwałość mechaniczna, jednolita gęstość |
| Obuwie | Gumowe podeszwy zewnętrzne, elementy pięty | Wykończenie powierzchni, odporność na ścieranie |
| Energia / Ropa i Gaz | Uszczelki wysokociśnieniowe, pakery, tuleje | Integralność ciśnieniowa, odporność chemiczna |
W sektorach takich jak przemysł lotniczy i urządzenia medyczne wulkanizacja próżniowa to nie tylko preferencja jakościowa – to wymóg certyfikacyjny. Normy regulacyjne regulujące elementy gumowe w tych dziedzinach wymagają konstrukcji wewnętrznych pozbawionych defektów, które można niezawodnie osiągnąć jedynie poprzez utwardzanie wspomagane próżniowo.
Kluczowe specyfikacje techniczne do oceny przy wyborze maszyny
Wybór odpowiedniej próżniowej maszyny do wulkanizacji gumy wymaga dokładnej oceny specyfikacji mechanicznych i kontroli procesu. Następujące parametry mają najbardziej bezpośredni wpływ na możliwości produkcyjne i jakość produktu:
Rozmiar i konfiguracja płyty szklanej
Wymiary płyty określają maksymalny obszar formy, jaki może pomieścić maszyna. Typowe rozmiary płyt dociskowych wahają się od 300 × 300 mm do produkcji laboratoryjnej lub małych części do 1200 × 1200 mm do dużych komponentów przemysłowych. Konfiguracje z wieloma światłami dziennymi — maszyny z trzema lub więcej poziomami płyt — umożliwiają jednoczesne utwardzanie wielu form, znacznie zwiększając wydajność na cykl maszyny bez konieczności stosowania dodatkowej powierzchni.
Siła zaciskania
Siła zwarcia wyrażona w kiloniutonach (kN) lub tonach musi być wystarczająca do utrzymania pełnego zamknięcia formy pomimo wewnętrznego ciśnienia wytwarzanego przez rozszerzającą się gumę podczas utwardzania. Nieodpowiednia siła mocowania powoduje wypływki, przerost wymiarowy i wady oddzielania się formy. Typowe siły zwarcia wahają się od 100 kN dla małych pras do ponad 10 000 kN dla wielkoformatowych systemów przemysłowych.
Wydajność systemu próżniowego
Wydajność pompy próżniowej i osiągalny poziom próżni są parametrami krytycznymi. Pompa o dużej wydajności szybciej osiąga docelowy poziom próżni, skracając czas cyklu. Poziom próżni powinien być możliwy do sprawdzenia za pomocą skalibrowanych mierników z możliwością rejestrowania danych, szczególnie w przypadku producentów produkujących zgodnie ze standardami jakości lotniczej i medycznej, którzy wymagają udokumentowanych zapisów procesu dla każdej partii produkcyjnej.
Jednolitość temperatury na całej płycie
Zmiany temperatury na powierzchni płyty bezpośrednio powodują nierówne tempo utwardzania w formie. Najlepsza praktyka branżowa wymaga równomierności temperatury w granicach ±2°C na całej powierzchni płyty. Maszyny wyposażone w niezależnie strefowe elementy grzejne i regulatory temperatury PID w pętli zamkniętej zachowują większą równomierność niż systemy jednostrefowe, a specyfikację tę należy zweryfikować z rzeczywistymi danymi pomiarowymi dostarczonymi przez producenta.
System sterowania i rejestracja danych
Nowoczesne maszyny do wulkanizacji próżniowej są wyposażone w programowalne sterowniki logiczne (PLC) i interfejsy człowiek-maszyna (HMI) z ekranem dotykowym, które umożliwiają operatorom przechowywanie wielu receptur utwardzania, ustawianie wielostopniowych profili ciśnienia i temperatury oraz monitorowanie parametrów procesu w czasie rzeczywistym. Możliwość rejestrowania danych — rejestrowania temperatury, ciśnienia, poziomu próżni i czasu cyklu dla każdej serii produkcyjnej — jest coraz częściej wymagana w systemach zarządzania jakością działających zgodnie ze standardami ISO lub IATF.
Typowe przetworzone mieszanki gumowe i ich specyficzne wymagania
Różne mieszanki gumowe zachowują się inaczej w warunkach wulkanizacji próżniowej, dlatego należy odpowiednio dostosować parametry procesu maszyny. Do najczęściej przetwarzanych materiałów należą:
- Kauczuk naturalny (NR): Wymaga umiarkowanej temperatury utwardzania (150–160°C) i znacznie zyskuje na zastosowaniu próżni ze względu na jej tendencję do wchłaniania wilgoci atmosferycznej podczas przechowywania związku. Odsysanie próżniowe zapobiega powstawaniu pęcherzy na powierzchni spowodowanych wydzielaniem się pary podczas utwardzania.
- Kauczuk silikonowy (VMQ/LSR): Silikon jest bardzo wrażliwy na zanieczyszczenia i wilgoć. Utwardzanie próżniowe jest zasadniczo standardową praktyką w przypadku części silikonowych do zastosowań medycznych i spożywczych, gdzie niedopuszczalna jest jakakolwiek porowatość lub defekt powierzchni. Temperatury utwardzania zazwyczaj mieszczą się w zakresie od 160°C do 200°C.
- EPDM: Szeroko stosowane w samochodowych uszczelnieniach atmosferycznych i membranach dachowych, związki EPDM podczas utwardzania uwalniają lotne produkty uboczne, które tworzą wewnętrzne puste przestrzenie bez wspomagania próżnią. Odsysanie próżniowe jest standardem w przypadku wysokowydajnych elementów uszczelniających EPDM.
- Kauczuk nitrylowy (NBR): Stosowany powszechnie w olejoodpornych uszczelkach i pierścieniach typu O-ring, NBR zyskuje korzyści z obróbki próżniowej podczas produkcji części do układów hydraulicznych i pneumatycznych, gdzie wewnętrzna struktura pozbawiona pustych przestrzeni ma kluczowe znaczenie dla integralności ciśnienia.
- Kauczuk fluorowęglowy (FKM/Viton): Wysokowydajna masa uszczelniająca do ekstremalnych środowisk chemicznych i temperaturowych. FKM jest drogi, co sprawia, że liczba defektów w obróbce innej niż próżniowa stanowi poważny problem kosztowy. Wulkanizacja próżniowa znacznie zmniejsza ilość złomu tego materiału.
Praktyki konserwacyjne chroniące wydajność i trwałość maszyny
Próżniowa maszyna do wulkanizacji gumy stanowi znaczną inwestycję kapitałową, a konsekwentna konserwacja zapobiegawcza jest niezbędna, aby chronić tę inwestycję i utrzymać jakość produkcji przez cały okres użytkowania maszyny. Następujące praktyki konserwacyjne są uważane za standardy branżowe:
- Serwis pompy próżniowej: Pompa próżniowa jest elementem wymagającym najwięcej konserwacji. Uszczelnione olejem rotacyjne pompy łopatkowe wymagają wymiany oleju w odstępach czasu określonych przez producenta — zazwyczaj co 500 do 1000 godzin pracy — a stan oleju należy codziennie sprawdzać wzrokowo. Zanieczyszczony olej pompy zmniejsza osiągalny poziom podciśnienia i zwiększa zużycie pompy.
- Kalibracja temperatury płyty: Temperaturę powierzchni płyty należy sprawdzać za pomocą skalibrowanych termopar referencyjnych co najmniej raz na kwartał. Dryft temperaturowy spowodowany starzeniem się elementów grzejnych lub degradacją termopary bezpośrednio wpływa na jakość utwardzania i może pozostać niewykryty bez systematycznych kontroli kalibracyjnych.
- Kontrola układu hydraulicznego: Co miesiąc sprawdzaj poziom i stan płynu hydraulicznego. Przy każdym rozpoczęciu zmiany należy sprawdzić węże, złączki i uszczelki cylindrów pod kątem wycieków. Ciśnienie hydrauliczne należy sprawdzać co kwartał względem specyfikacji znamionowych maszyny za pomocą niezależnego manometru.
- Integralność przewodu podciśnieniowego i uszczelnienia: Sprawdź wszystkie przewody podciśnieniowe, złączki i rowki uszczelnień formy pod kątem pęknięć, nagromadzenia resztek gumy lub degradacji uszczelnienia. Nawet małe nieszczelności próżni znacznie zmniejszają osiągalny poziom próżni i zagrażają spójności procesu.
- Smarowanie płyty i kolumny prowadzącej: Nakładaj smary zalecane przez producenta na kolumny prowadzące, drążki kierownicze i powierzchnie ślizgowe płyty w zalecanych odstępach czasu, aby zapobiec zacieraniu się, nierównomiernemu ruchowi płyty i przedwczesnemu zużyciu precyzyjnie obrobionych elementów.
W przypadku producentów działających zgodnie z ISO 9001, IATF 16949 lub równoważnymi ramami zarządzania jakością zdecydowanie zaleca się ustanowienie udokumentowanego harmonogramu konserwacji zapobiegawczej – z podpisanymi protokołami wykonania każdego zadania. Właściwa konserwacja nie tylko wydłuża żywotność maszyny, ale także zapewnia, że parametry procesu zarejestrowane podczas walidacji pozostają reprezentatywne dla rzeczywistej wydajności maszyny przez cały cykl życia produkcji.