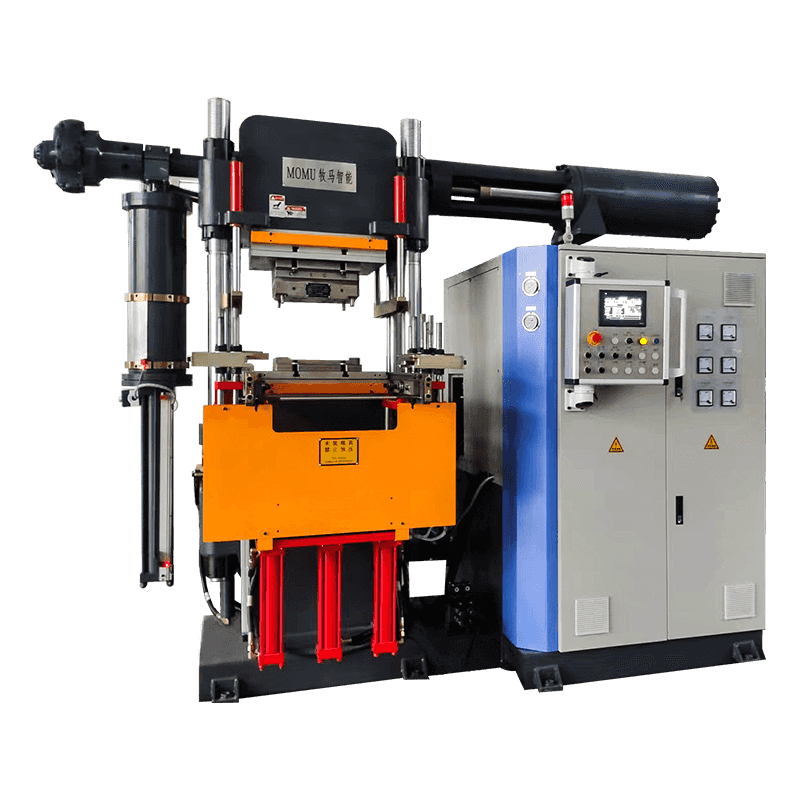
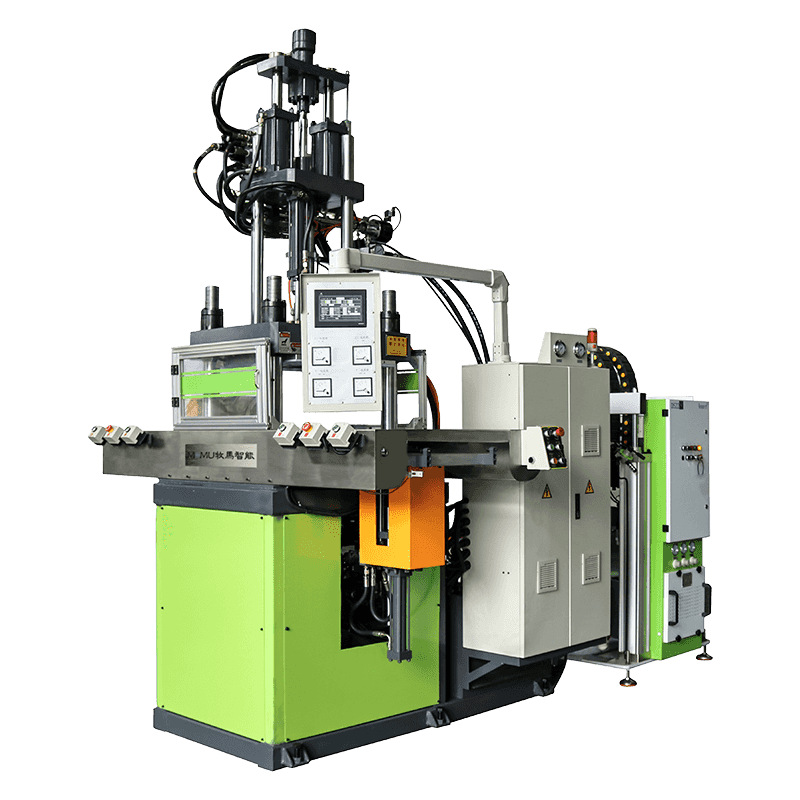
Formowanie wtryskowe płynnej gumy silikonowej (LSR) to jeden z najbardziej precyzyjnych i wszechstronnych procesów produkcyjnych umożliwiających wytwarzanie elastycznych, odpornych na ciepło i biokompatybilnych komponentów silikonowych. W centrum tego procesu znajduje się wtryskarka LSR – wysoce wyspecjalizowane urządzenie, które zasadniczo różni się od standardowych wtryskarek termoplastycznych. Niezależnie od tego, czy oceniasz przetwarzanie LSR w przypadku wyrobów medycznych, uszczelek samochodowych, produktów dla niemowląt czy elektroniki użytkowej, zrozumienie, jak działają te maszyny i co czyni je wyjątkowymi, jest niezbędne do podejmowania świadomych decyzji produkcyjnych.
Co odróżnia formowanie wtryskowe LSR od standardowego formowania wtryskowego
Standardowe formowanie wtryskowe termoplastycznego topi granulki stałego tworzywa sztucznego, wtryskuje stopiony materiał do schłodzonej formy i wyrzuca zestaloną część. Formowanie wtryskowe LSR działa dokładnie w przeciwnym kierunku termicznym. Płynna guma silikonowa to przetwarzalny na zimno, dwuskładnikowy materiał termoutwardzalny, który jest przechowywany w temperaturze pokojowej i pompowany do ogrzewanej formy, gdzie ulega sieciowaniu – czyli wulkanizacji – do ostatecznej stałej postaci.
To odwrócenie procesu termicznego ma głębokie implikacje dla konstrukcji maszyn. Układ dostarczania materiału musi być utrzymywany w niskiej temperaturze, aby zapobiec przedwczesnemu utwardzeniu, natomiast formę należy podgrzać – zwykle w temperaturze od 150°C do 220°C – aby wywołać i zakończyć reakcję wulkanizacji w kontrolowanym czasie cyklu. Każdy element wtryskarki LSR został zaprojektowany w oparciu o logikę procesu podawania na zimno i utwardzania na gorąco.
Dodatkowo LSR jest systemem dwuczęściowym: Składnik A zawiera bazowy polimer silikonowy i katalizator platynowy, natomiast Składnik B zawiera środek sieciujący oraz pigmenty lub inne dodatki. Te dwa składniki należy odmierzyć w dokładnym stosunku objętościowym 1:1, dokładnie wymieszać bez wprowadzania pęcherzyków powietrza i wstrzyknąć do formy przed rozpoczęciem jakiegokolwiek znaczącego utwardzania.

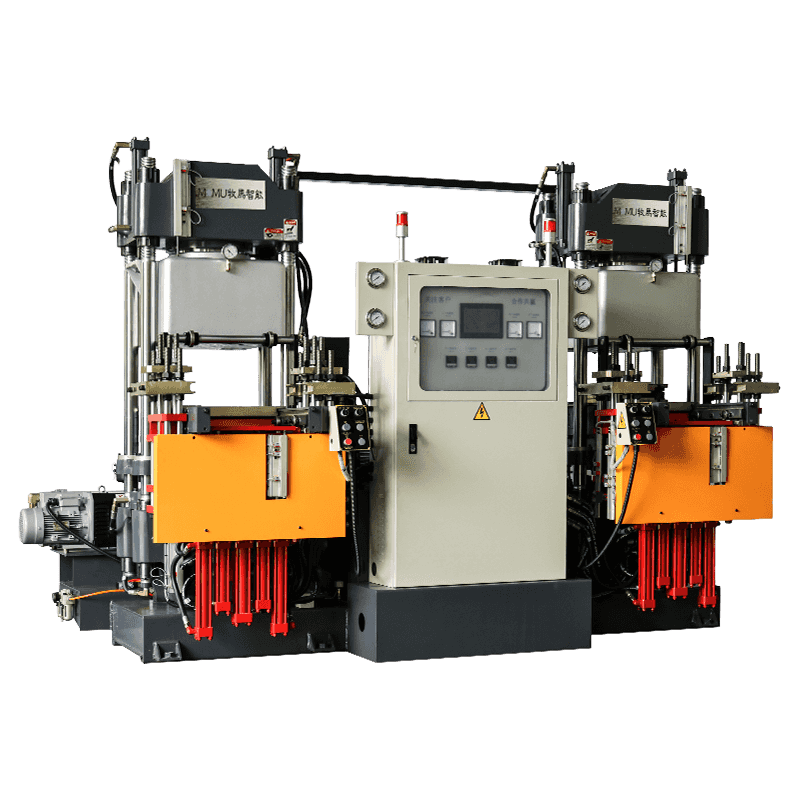
Kluczowe elementy wtryskarki LSR
System formowania wtryskowego LSR składa się z kilku zintegrowanych podsystemów, z których każdy pełni kluczową funkcję w dostarczaniu spójnych, wolnych od defektów części silikonowych.
Jednostka pompująca i dozująca beczkę
Zespół pompy bębnowej pobiera dwa komponenty LSR z ich oryginalnych bębnów zasilających za pomocą płytek dociskowych, które dociskają powierzchnię materiału, aby zapobiec przedostawaniu się powietrza. Każdy komponent jest zasilany przez oddzielną, precyzyjnie skalibrowaną pompę dozującą — zwykle pompę zębatą lub pompę tłokową — która z dużą dokładnością reguluje objętościowe natężenie przepływu. Stosunek składnika A do składnika B utrzymuje się dokładnie na poziomie 1:1 przez cały strzał. Wszelkie odchylenia od tego stosunku powodują niepełne utwardzenie, lepkość części lub pogorszenie właściwości fizycznych gotowego komponentu.
Statyczny i dynamiczny system mieszania
Po odmierzeniu oba składniki przechodzą przez system mieszający przed wejściem do cylindra wtryskowego. Mieszalniki statyczne — spiralne elementy wewnątrz rurki — tworzą turbulentny proces składania, który dokładnie miesza składniki bez ruchomych części. W przypadku receptur, w przypadku których kolor jest istotny lub bogatych w dodatki, w celu intensywniejszego mieszania można zastosować mieszalniki dynamiczne z elementami obrotowymi. System mieszania musi wytwarzać całkowicie jednorodną mieszaninę bez zatrzymywania powietrza, ponieważ wszelkie wtrącenia powietrza będą widoczne jako puste przestrzenie lub wady powierzchni wypraski.
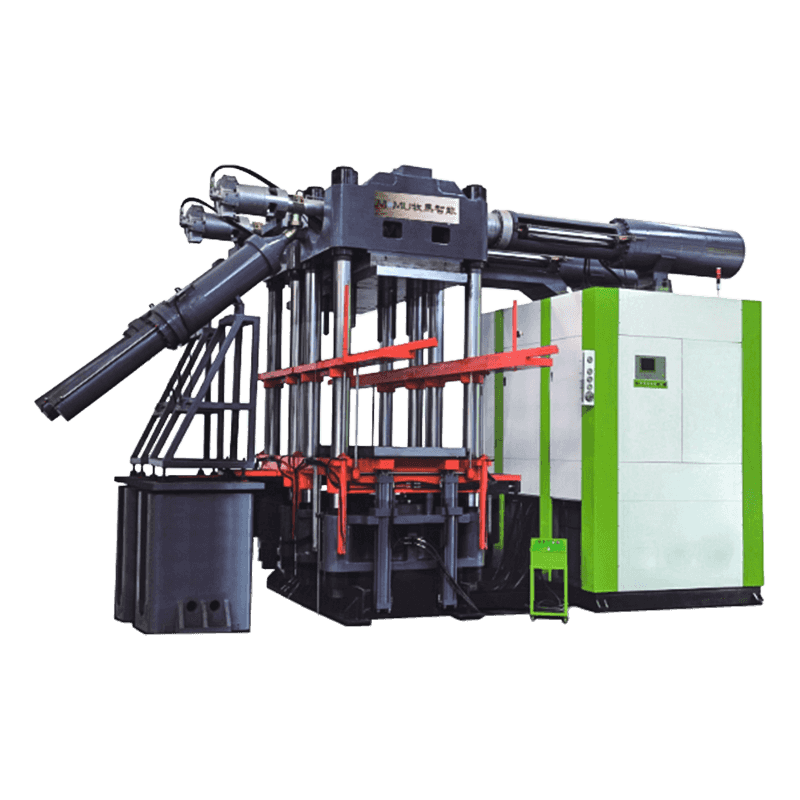
Beczka i śruba wtryskowa zimnego kanału
W przeciwieństwie do maszyn termoplastycznych, w których cylinder jest podgrzewany, cylinder wtryskowy LSR jest chłodzony — często wodą lub czynnikiem chłodniczym — w celu utrzymania materiału poniżej temperatury aktywacji podczas dozowania i wtrysku. Ślimak w maszynie LSR został specjalnie zaprojektowany do przenoszenia płynnego materiału o niskiej lepkości. Zwykle ma niski stopień sprężania i zawór odcinający na końcówce dyszy, aby zapobiec wyciekaniu silikonu o niskiej lepkości pomiędzy wtryskami. Kontrola temperatury lufy ma kluczowe znaczenie; nawet niewielki wzrost temperatury beczki może rozpocząć przedwczesne sieciowanie, które zatyka system i powoduje kosztowne przestoje.
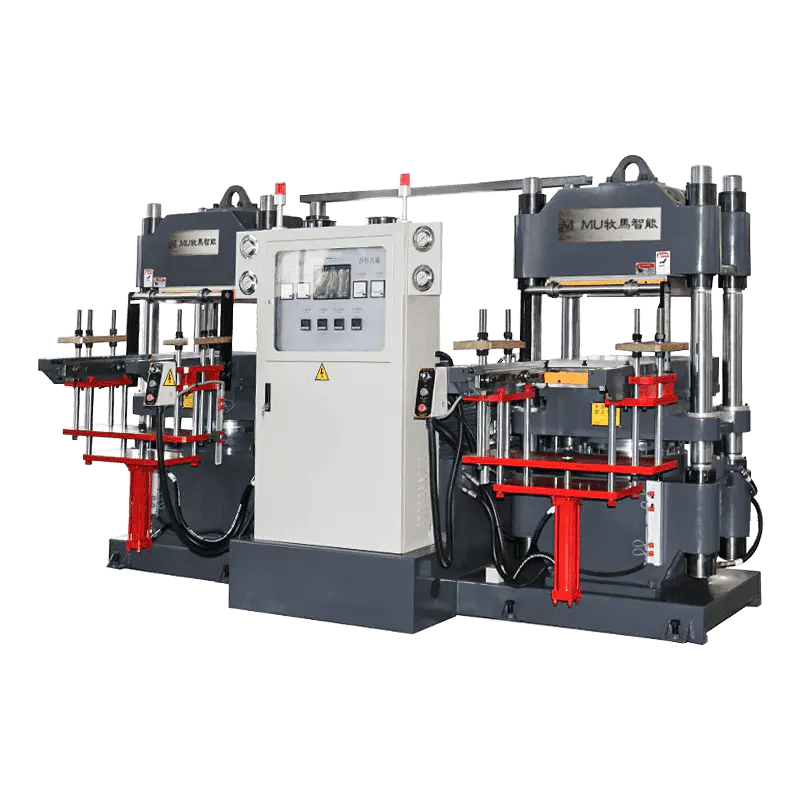
Podgrzewana forma i jednostka mocująca
Forma w maszynie LSR jest podgrzewana elektrycznie do temperatury wulkanizacji i utrzymywana w ścisłej równomierności termicznej we wszystkich wnękach. Zespół zaciskowy, który utrzymuje formę zamkniętą pod wpływem ciśnienia wtrysku, musi zapewniać wystarczającą siłę, aby zapobiec powstawaniu wypływów, ponieważ LSR ma bardzo niską lepkość i penetruje nawet najmniejsze szczeliny w linii podziału. Siły zwarcia form LSR obliczane są na podstawie przewidywanej powierzchni części i ciśnienia wtrysku i zazwyczaj mieszczą się w zakresie od 50 do 500 ton, w zależności od liczby gniazd i geometrii części.
Proces formowania wtryskowego LSR krok po kroku
Zrozumienie sekwencji operacji w cyklu formowania wtryskowego LSR wyjaśnia, dlaczego każdy element maszyny został zaprojektowany w taki sposób, w jaki jest.
- Dozowanie materiału: Pompy beczkowe pobierają składniki A i B z beczek zasilających, a jednostka dozująca dostarcza je do układu mieszającego w dokładnym stosunku objętościowym 1:1.
- Mieszanie: Obydwa składniki miesza się dokładnie w mieszalniku statycznym lub dynamicznym, uzyskując jednorodną, pozbawioną pęcherzyków mieszaninę, gotową do wtrysku.
- Dawkowanie: Mieszany LSR jest dozowany do schłodzonej lufy wtryskowej, gromadząc precyzyjną objętość wtrysku wymaganą do wypełnienia wszystkich wnęk oraz układu wlewowego.
- Zamknięcie formy: Zespół zaciskowy zamyka i blokuje formę z pełną siłą zwarcia przed rozpoczęciem wtrysku.
- Wstrzyknięcie: Ślimak przesuwa się, przepychając LSR przez system zimnych kanałów do nagrzanych wnęk formy z kontrolowaną prędkością i ciśnieniem.
- Wulkanizacja: Ogrzana forma inicjuje reakcję sieciowania katalizowaną platyną. Część utwardza się w formie przez zaprogramowany czas przebywania — zwykle od 15 do 90 sekund, w zależności od grubości ścianki, gatunku materiału i temperatury formy.
- Otwieranie i wyjmowanie formy: Po zakończeniu utwardzania forma otwiera się i części są wyrzucane — ręcznie, za pomocą kołków wypychających lub za pomocą zrobotyzowanego systemu wyjmowania z formy. Ponieważ części LSR są elastyczne, często można je rozformować ze złożonych geometrii, co byłoby niemożliwe w przypadku sztywnych tworzyw termoplastycznych.
Porównanie specyfikacji wtryskarki LSR
| Specyfikacja | Typowy zasięg | Znaczenie |
| Siła zaciskania | 50–500 ton | Zapobiega powstawaniu błysków na LSR o niskiej lepkości |
| Temperatura beczki | 5°C – 25°C (chłodzenie) | Zapobiega przedwczesnemu utwardzaniu w beczce |
| Temperatura formy | 150°C – 220°C | Kontroluje szybkość utwardzania i właściwości części |
| Dokładność współczynnika dozowania | ±0,5% lub lepiej | Zapewnia całkowite i spójne utwardzenie |
| Objętość strzału | 0,1 cm3 – 3000 cm3 | Określa rozmiar części i liczbę wnęk |
| Czas cyklu utwardzania | 15 – 90 sekund | Wpływa na wydajność i koszty produkcji |
| Liczba ubytków | 1 – 128 | Skaluje wydajność w przypadku produkcji wielkoseryjnej |
Branże i zastosowania wykorzystujące wtryskarki LSR
Unikalna kombinacja właściwości LSR – biokompatybilność, stabilność termiczna od -60°C do ponad 200°C, izolacja elektryczna, odporność chemiczna i przejrzystość optyczna w niektórych gatunkach – sprawia, że jest to materiał wybierany w wielu wymagających gałęziach przemysłu.
Urządzenia medyczne i opieki zdrowotnej
LSR jest szeroko stosowany w zastosowaniach medycznych, ponieważ można go sterylizować w autoklawie, promieniowaniem gamma lub tlenkiem etylenu bez degradacji. Wtryskarki LSR produkują takie komponenty, jak maski oddechowe, zatyczki do strzykawek, końcówki cewników, wszczepialne uszczelki, rurki pompy perystaltycznej i produkty do karmienia niemowląt. Preparaty LSR klasy medycznej spełniają normy biokompatybilności ISO 10993, a zamknięty, wolny od zanieczyszczeń charakter procesu formowania wtryskowego sprawia, że nadają się one do produkcji w pomieszczeniach czystych.
Komponenty samochodowe
W sektorze motoryzacyjnym LSR stosuje się do osłon świec zapłonowych, uszczelek pierścieni uszczelniających, uszczelek złączy, uszczelek i obudów czujników, które muszą wytrzymywać ekstremalne wahania temperatury oraz narażenie na oleje i paliwa. Wysoka stabilność termiczna LSR sprawia, że jest on znacznie bardziej odpowiedni niż konwencjonalna guma do produkcji elementów komory silnika, które muszą działać niezawodnie od zimnego rozruchu po wysokie temperatury pracy.
Elektronika użytkowa i urządzenia do noszenia
Paski do smartwatchów, końcówki słuchawek dousznych, membrany przycisków, wodoodporne uszczelki do smartfonów i membrany klawiszy klawiatur są powszechnie produkowane przy użyciu formowania wtryskowego LSR. Możliwość formowania LSR w złożonej geometrii z wąskimi tolerancjami – i w dowolnym kolorze – sprawia, że idealnie nadaje się do produktów konsumenckich, gdzie liczy się zarówno wydajność, jak i estetyka.
Produkty dla niemowląt i mające kontakt z żywnością
Smoczki do butelek dla niemowląt, smoczki, gryzaki i uszczelki do urządzeń kuchennych dopuszczone do kontaktu z żywnością są produkowane w technologii LSR, ponieważ materiał ten nie zawiera BPA, ftalanów i innych szkodliwych plastyfikatorów. Wytrzymuje wielokrotne cykle sterylizacji, zachowuje elastyczność w niskich temperaturach i nie pochłania smaków ani zapachów – wszystkie te właściwości są krytyczne w przypadku kontaktu z żywnością i zastosowań dla niemowląt.
Czynniki, które należy wziąć pod uwagę przy wyborze wtryskarki LSR
Wybór słuszności Wtryskarka LSR wymaga dokładnej oceny konkretnych wymagań produkcyjnych, właściwości materiałów i celów jakościowych. Zakup niewłaściwej maszyny do Twojego zastosowania skutkuje wadami jakościowymi, nadmiernymi ilościami złomu i trudnościami w realizacji celów produkcyjnych.
- Rozmiar części i masa wtrysku: Jednostka wtryskowa maszyny musi być tak dobrana, aby zapewniała precyzyjną objętość wtrysku wymaganą dla danej części i liczby wgłębień. Zbyt duże jednostki wtryskowe zmniejszają dokładność dozowania małych części; jednostki niewymiarowe nie mogą wypełniać form dużych lub wielogniazdowych.
- Dokładność pomiaru: W przypadku zastosowań krytycznych, takich jak części medyczne lub mające kontakt z żywnością, wymagana jest dokładność pomiaru wynosząca ±0,5% lub lepsza. Sprawdź specyfikację systemu pomiarowego i poproś dostawcę o udokumentowane dane dotyczące możliwości procesu.
- System kanałów zimnych lub kanałów odpływowych: Systemy zimnych kanałów do LSR (które utrzymują materiał kanału w stanie nieutwardzonym i nadającym się do recyklingu lub ponownego wtrysku) znacznie zmniejszają straty materiału i są standardem w maszynach produkcyjnych na dużą skalę. Potwierdź zgodność systemu prowadnic z projektem formy.
- Kompatybilność z pomieszczeniami czystymi: Do produkcji wyrobów medycznych maszyna musi być zgodna z instalacją w pomieszczeniach czystych — powierzchnia wykonana ze stali nierdzewnej lub powlekanej, wytwarzać minimalne ilości cząstek oraz być zgodna z fartuchami i protokołami dostępu do pomieszczeń czystych.
- Integracja automatyki: Produkcja LSR na dużą skalę czerpie znaczne korzyści ze zintegrowanego zrobotyzowanego rozformowywania, systemów kontroli wizyjnej i obsługi części za pomocą przenośników. Przed zakupem sprawdź zgodność interfejsu urządzenia z wymaganiami automatyzacji.
- Możliwość odpowietrzania próżniowego: W przypadku części wymagających wyjątkowej jakości powierzchni lub do obróbki LSR klasy optycznej, przed wtryskiem należy opróżnić wnękę formy, aby usunąć uwięzione powietrze. Upewnij się, że konstrukcja maszyny i formy umożliwia odpowietrzanie próżniowe, jeśli jest to wymagane w Twoim zastosowaniu.
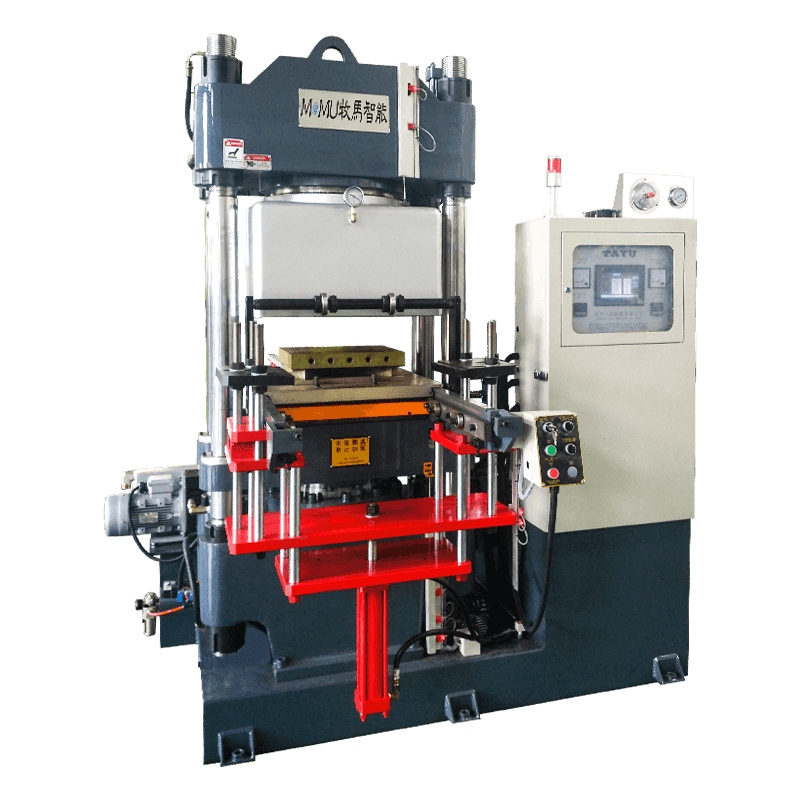
Zalety wtryskarek LSR w porównaniu z alternatywnymi metodami przetwarzania silikonu
Formowanie wtryskowe LSR konkuruje z formowaniem tłocznym i formowaniem przetłoczeniowym jako metody produkcji części z gumy silikonowej. Każda metoda ma swoje miejsce, ale formowanie wtryskowe LSR oferuje znaczące korzyści w przypadku produkcji precyzyjnych komponentów na średnią i dużą skalę.
- Czas cyklu: Czasy cykli formowania wtryskowego LSR są znacznie krótsze niż w przypadku formowania tłocznego, szczególnie w przypadku części cienkościennych, co umożliwia znacznie większą wydajność na zmianę.
- Spójność wymiarowa: Zamknięty, zautomatyzowany proces wtrysku zapewnia znacznie węższe tolerancje wymiarowe niż procesy prasowania w formie otwartej, na które wpływa zmienność operatora w zakresie umieszczania materiału i zamykania formy.
- Odpady materiałowe: Systemy wtryskowe LSR z zimnym kanałem wytwarzają praktycznie zerowe straty materiału, ponieważ ponownie wtryskiwany jest nieutwardzony materiał wlewowy. Formowanie tłoczne i przetłoczne generuje znaczną ilość złomu wypływki i wlewu.
- Potencjał automatyzacji: Formowanie wtryskowe LSR jest w pełni kompatybilne z automatyzacją robotyczną, umożliwiając produkcję wielkoseryjną części bez oświetlenia. Formowanie tłoczne jest z natury bardziej pracochłonne.
- Formowanie wieloskładnikowe: Wtryskarka LSRs can be configured for two-shot or overmolding processes, bonding LSR directly onto thermoplastic substrates in a single production step — impossible with compression molding.
Konserwacja i rozważania operacyjne dla maszyn LSR
Wtryskarki LSR wymagają rygorystycznej konserwacji, aby zapobiec gromadzeniu się materiału, utwardzaniu wewnątrz cylindra i dryftowi dozowania. Na koniec każdego cyklu produkcyjnego system dostarczania materiału należy dokładnie przepłukać środkiem płuczącym lub neutralną bazą silikonową, aby usunąć cały zmieszany LSR przed jego utwardzeniem w przewodach, mieszalniku lub beczce. Utwardzony silikon wewnątrz układu wtryskowego jest niezwykle trudny do usunięcia i zazwyczaj wymaga całkowitego demontażu dotkniętych elementów.
Pompy dozujące należy regularnie kalibrować — przynajmniej podczas każdej zmiany materiału — w celu sprawdzenia, czy stosunek 1:1 jest dokładnie utrzymywany. Należy okresowo sprawdzać regulatory temperatury formy i elementy grzejne pod kątem dryftu kalibracyjnego i powstawania gorących punktów, ponieważ nierówne temperatury formy powodują nierównomierne utwardzanie i wypaczenie części. Przy zastosowaniu odpowiednich protokołów konserwacji dobrze dobrana wtryskarka LSR będzie zapewniać niezawodną produkcję o wysokiej jakości przez wiele lat.