Co to jest próżniowa maszyna do wulkanizacji gumy i jak działa?
A próżniowa maszyna do wulkanizacji gumy to wyspecjalizowane urządzenie przemysłowe, które wykorzystuje kontrolowane ciepło, ciśnienie i próżnię do chemicznego utwardzania surowej lub mieszanej gumy do ostatecznej, trwałej postaci. Sama wulkanizacja to proces, w wyniku którego łańcuchy polimerowe w gumie są sieciowane — zazwyczaj za pomocą systemów utwardzania na bazie siarki lub nadtlenku — przekształcając miękką, lepką i niestabilną wymiarowo surową gumę w materiał o wysokiej elastyczności, wytrzymałości na rozciąganie, odporności na ścieranie i stabilności termicznej. Dodanie próżni do procesu wulkanizacji jest tym, co odróżnia tę klasę maszyn od konwencjonalnych urządzeń do utwardzania w prasie lub autoklawie.
W standardowej prasie wulkanizacyjnej powietrze może zostać uwięzione pomiędzy mieszanką gumową a powierzchnią formy podczas fazy zamykania, co prowadzi do pustych przestrzeni, pęcherzy na powierzchni, niepełnego wypełnienia obszarów drobnych szczegółów i nierównej gęstości w całej części. Próżniowa maszyna do wulkanizacji gumy usuwa to powietrze przed i w trakcie cyklu formowania, zasysając próżnię do szczelnej komory otaczającej formę. Po usunięciu ciśnienia atmosferycznego guma przepływa równomiernie do każdego konturu formy, gazy rozpuszczone w mieszance są ekstrahowane, a powstała utwardzona część osiąga gęstszą, bardziej jednolitą mikrostrukturę z doskonałym wykończeniem powierzchni w porównaniu z utwardzaniem niepróżniowym.
Cykl operacyjny próżniowej maszyny wulkanizującej ma zazwyczaj ustaloną sekwencję: do formy ładowany jest wsad gumowy, forma jest zamykana i uszczelniana w komorze próżniowej, pompa próżniowa opróżnia komorę do docelowego podciśnienia — zwykle od -0,08 MPa do -0,1 MPa — a następnie jednocześnie stosuje się ciepło oraz ciśnienie hydrauliczne lub pneumatyczne w celu utwardzenia części. Czasy cykli wahają się od kilku minut do ponad godziny, w zależności od mieszanki gumy, grubości ścianki części i temperatury utwardzania, która zazwyczaj mieści się w zakresie od 140°C do 200°C dla większości elastomerów przemysłowych.

Podstawowe komponenty i ich funkcje
Zrozumienie architektury mechanicznej próżniowej maszyny do wulkanizacji gumy pomaga inżynierom i zespołom zaopatrzeniowym ocenić jakość sprzętu, rozwiązać problemy z wydajnością i prawidłowo określić maszyny pod kątem wymagań produkcyjnych. Główne podsystemy funkcjonalne są ściśle zintegrowane i każdy z nich odgrywa bezpośrednią rolę w jakości produktu.
Płyty grzewcze i system kontroli temperatury
Płyty grzewcze to główne powierzchnie wymiany ciepła otaczające formę i przewodzące energię cieplną do mieszanki gumowej podczas utwardzania. W większości próżniowych maszyn wulkanizacyjnych płyty dociskowe są podgrzewane za pomocą elektrycznych elementów oporowych osadzonych w obrabianych maszynowo płytach stalowych lub żeliwnych, chociaż płyty dociskowe podgrzewane parą są również stosowane w środowiskach produkcyjnych na dużą skalę, gdzie dostępne jest scentralizowane dostarczanie pary. Precyzyjny, równomierny rozkład temperatury na powierzchni płyty ma kluczowe znaczenie — różnice temperatur większe niż ±3°C pomiędzy strefami mogą powodować nierówny stan utwardzania w części, powodując powstawanie obszarów niedostatecznego utwardzenia (miękkich, słabych) obok obszarów nadmiernego utwardzenia (kruchych, zdegradowanych). Nowoczesne maszyny wykorzystują regulatory temperatury PID (proporcjonalno-całkująco-różniczkujące) z wieloma niezależnymi strefami grzewczymi i sprzężeniem zwrotnym termopary, aby utrzymać ścisłą równomierność cieplną w całym cyklu.
System próżniowy i komora uszczelniająca
System próżniowy składa się z pompy próżniowej — zwykle łopatkowej lub suchoślimakowej — połączonej z uszczelnioną komorą otaczającą obszar formy. Integralność uszczelnienia tej komory jest jednym z najważniejszych parametrów jakości maszyny: jakikolwiek wyciek z uszczelek komory, uszczelek drzwi lub styków płyt ograniczy osiągalny poziom próżni i umożliwi przedostawanie się powietrza podczas cyklu utwardzania. Wysokiej jakości maszyny wykorzystują wzmocnione uszczelki silikonowe lub fluoroelastomerowe przystosowane do ciągłej pracy w temperaturach utwardzania. Poziom próżni jest monitorowany za pomocą manometru i kontrolowany przez zautomatyzowany system zaworów, który utrzymuje docelowe ciśnienie od początkowego opróżnienia aż do pełnego czasu utwardzania.
Hydrauliczny lub pneumatyczny system prasowania
Siła docisku jest przykładana do formy za pośrednictwem cylindra hydraulicznego lub siłownika pneumatycznego, który przesuwa górną płytę w dół w kierunku dolnej płyty. Ciśnienie zaciskania musi być wystarczające, aby utrzymać połówki formy zamknięte przed ciśnieniem wewnętrznym wytwarzanym przez mieszankę gumową podczas jej nagrzewania, mięknięcia i płynięcia podczas utwardzania. Niewystarczający nacisk docisku powoduje powstawanie wykwitów – cienkich żeberek utwardzonej gumy, które wyciskają się pomiędzy liniami podziału formy – natomiast nadmierny nacisk może uszkodzić drobne detale formy lub zniekształcić cienkościenne wnęki formy. Układy hydrauliczne oferują bardziej precyzyjną i regulowaną kontrolę ciśnienia i są preferowane w maszynach produkcyjnych. Siły zaciskania wahają się zazwyczaj od kilku ton w małych maszynach laboratoryjnych do kilkuset ton w dużych prasach przemysłowych stosowanych w samochodowych i przemysłowych elementach uszczelniających.
Zalety utwardzania próżniowego w porównaniu z konwencjonalną wulkanizacją
Decyzja o inwestycji w technologię wulkanizacji próżniowej w porównaniu z konwencjonalną prasą jest podyktowana wymierną poprawą jakości i wydajnością procesów, jaką zapewnia ona w przypadku szerokiej gamy produktów gumowych. Producenci, którzy przeszli ze standardowego prasowania na utwardzanie próżniowe, konsekwentnie zgłaszają następujące korzyści:
- Eliminacja wad pustych: Uwięzione powietrze i lotne gazy są usuwane przed rozpoczęciem utwardzania, eliminując porowatość i defekty pęcherzowe, które są powszechne w konwencjonalnie prasowanych częściach gumowych, szczególnie w przypadku grubych przekrojów i geometrii zamkniętych wnęk.
- Doskonałe wykończenie powierzchni: Bez bariery powietrznej pomiędzy mieszanką a powierzchnią formy, guma odwzorowuje delikatną teksturę formy i szczegóły ze znacznie większą wiernością, tworząc części o gładszych, bardziej spójnych powierzchniach, które wymagają mniej wykończenia po utwardzeniu.
- Ulepszone właściwości mechaniczne: Części utwardzane w próżni wykazują wyższą wytrzymałość na rozciąganie, lepsze wydłużenie przy zerwaniu i bardziej stałą twardość, ponieważ sieć polimerowa tworzy się bez wewnętrznych nieciągłości spowodowanych uwięzionym gazem.
- Lepszy przepływ mieszanki i wypełnienie formy: Przepływ wspomagany próżnią umożliwia związkom gumowym całkowite wypełnienie złożonych geometrii formy — w tym podcięć, cienkich żeber i kanałów o małej średnicy — które mogłyby zatrzymać powietrze i skutkować krótkimi wtryskami w warunkach braku próżni.
- Niższe wskaźniki złomu i odrzutów: Połączenie eliminacji defektów i spójnej kontroli procesu bezpośrednio zmniejsza odsetek części odrzuconych podczas kontroli jakości, poprawiając wydajność i zmniejszając straty materiałowe.
- Kompatybilność z wrażliwymi związkami: Niektóre specjalistyczne mieszanki gumowe — w tym silikony, fluoroelastomery (FKM) i preparaty EPDM — zawierają plastyfikatory o niskiej temperaturze wrzenia lub środki ułatwiające przetwarzanie, które mogą ulatniać się i powodować defekty w warunkach utwardzania atmosferycznego. Utwardzanie próżniowe skutecznie zarządza tymi substancjami lotnymi.
Branże i zastosowania wykorzystujące wulkanizację próżniową
Próżniowe maszyny do wulkanizacji gumy są stosowane w wielu gałęziach przemysłu, wszędzie tam, gdzie precyzja wymiarowa, jakość powierzchni i wewnętrzna integralność elementów gumowych nie podlegają negocjacjom. Następujące sektory reprezentują główne obszary zastosowań:
- Samochodowe systemy uszczelniające: Uszczelki drzwi, uszczelki kanałów okiennych, uszczelki silnika, pierścienie typu O-ring i mocowania tłumiące drgania wymagają wolnej od defektów utwardzonej gumy o wąskich tolerancjach wymiarowych. Utwardzanie próżniowe jest standardową praktyką w przypadku najwyższej jakości uszczelnień samochodowych.
- Przemysł lotniczy i obronny: Uszczelki układu paliwowego samolotu, hydrauliczne pierścienie typu „O” i wibroizolatory wykonane z fluoroelastomeru lub silikonu są rutynowo utwardzane próżniowo, aby spełnić rygorystyczne normy jakości lotniczej, które zabraniają powstawania pustych przestrzeni w konstrukcyjnych elementach elastomerowych.
- Sprzęt medyczny i farmaceutyczny: Silikonowe membrany, membrany, elementy rurek i uszczelnienia stosowane w urządzeniach medycznych i sprzęcie do przetwarzania farmaceutycznego muszą być wolne od porowatości wewnętrznej, która mogłaby gromadzić zanieczyszczenia lub pogarszać wydajność mechaniczną w krytycznych zastosowaniach.
- Elektronika i izolacja elektryczna: Gumowe klawiatury, uszczelki złączy, elementy izolacji kabli i części w obudowie silikonowej do elektroniki wymagają stałych właściwości dielektrycznych i jakości powierzchni, jaką zapewnia utwardzanie próżniowe.
- Produkcja obuwia: Maszyny do wulkanizacji próżniowej są szeroko stosowane w produkcji podeszew butów — zwłaszcza podeszew zewnętrznych z pianki EVA i gumy — gdzie kieszenie powietrzne tworzą słabe punkty w strukturze podeszwy i wpływają na wiązanie między warstwami.
- Rolki i wykładziny przemysłowe: Wałki pokryte gumą do drukowania, przetwarzania tekstyliów i produkcji papieru są utwardzane próżniowo, aby zapewnić całkowitą przyczepność gumy do metalowego rdzenia i jednolitą twardość na całej powierzchni wałka.
Typy i konfiguracje maszyn do wulkanizacji próżniowej
Maszyny do wulkanizacji gumy próżniowej są dostępne w kilku konfiguracjach dostosowanych do różnych skali produkcji, rozmiarów części i wymagań procesu. Wybór prawidłowej konfiguracji jest ważnym krokiem w specyfikacji sprzętu.
| Typ maszyny | Konfiguracja | Najlepiej nadaje się do |
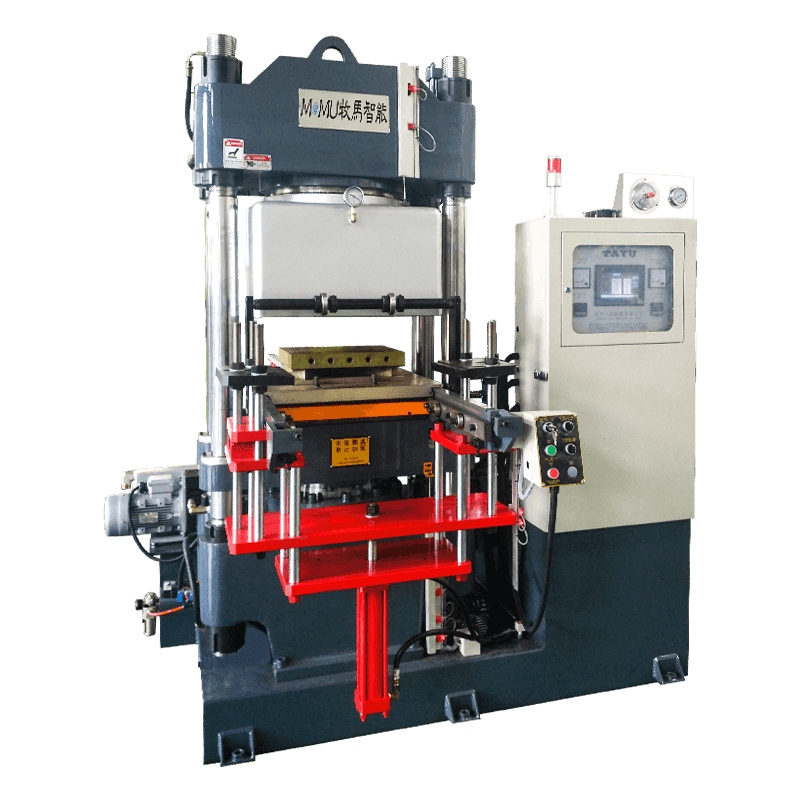
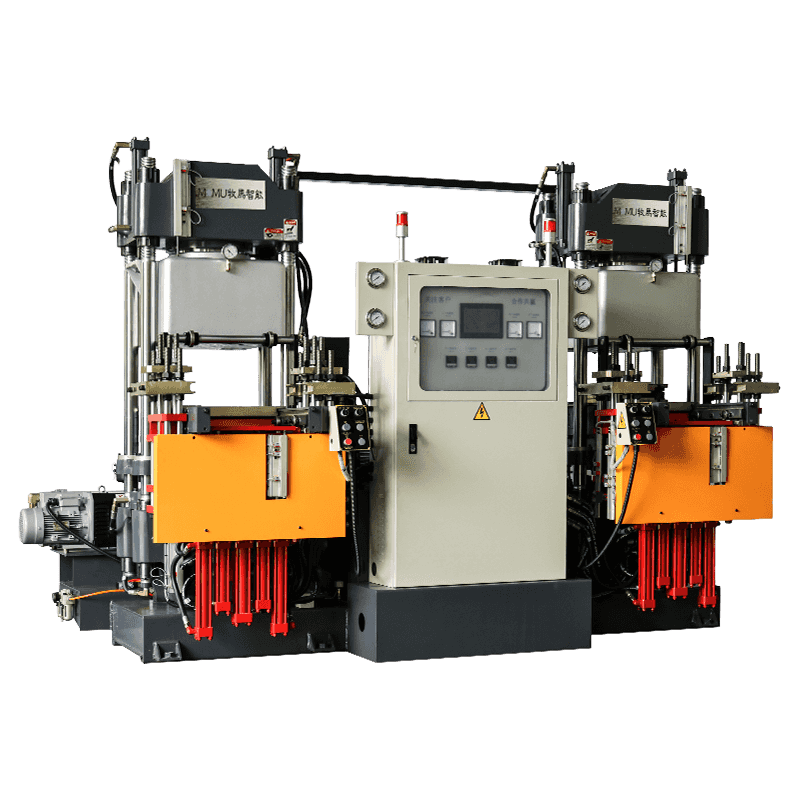
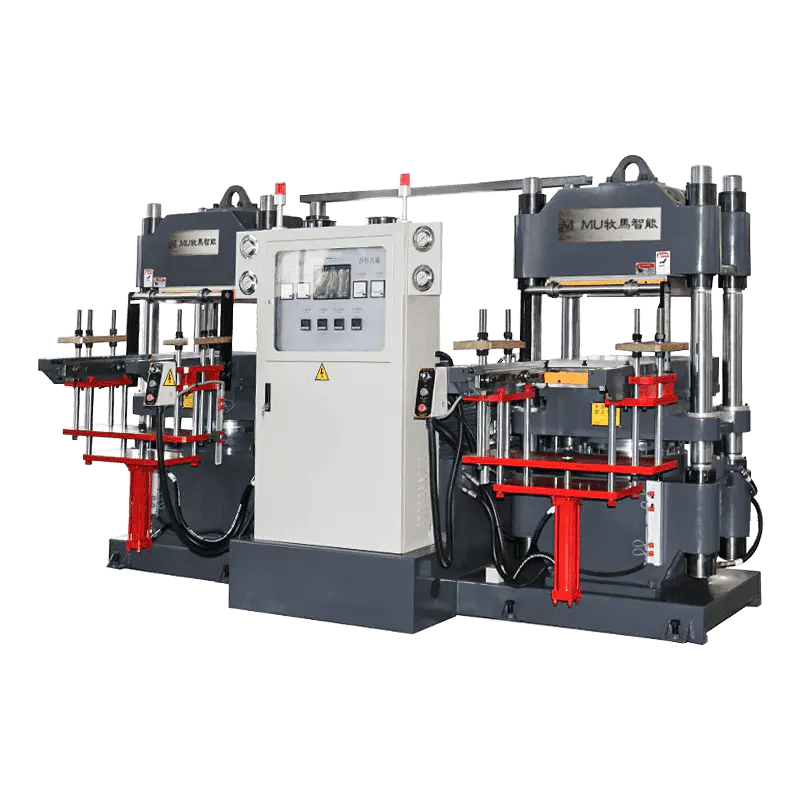
| Prasa próżniowa pracująca w jednym świetle dziennym | Jeden otwór formy pomiędzy dwiema podgrzewanymi płytami dociskowymi | Małe i średnie części, prace laboratoryjne i prototypowe |
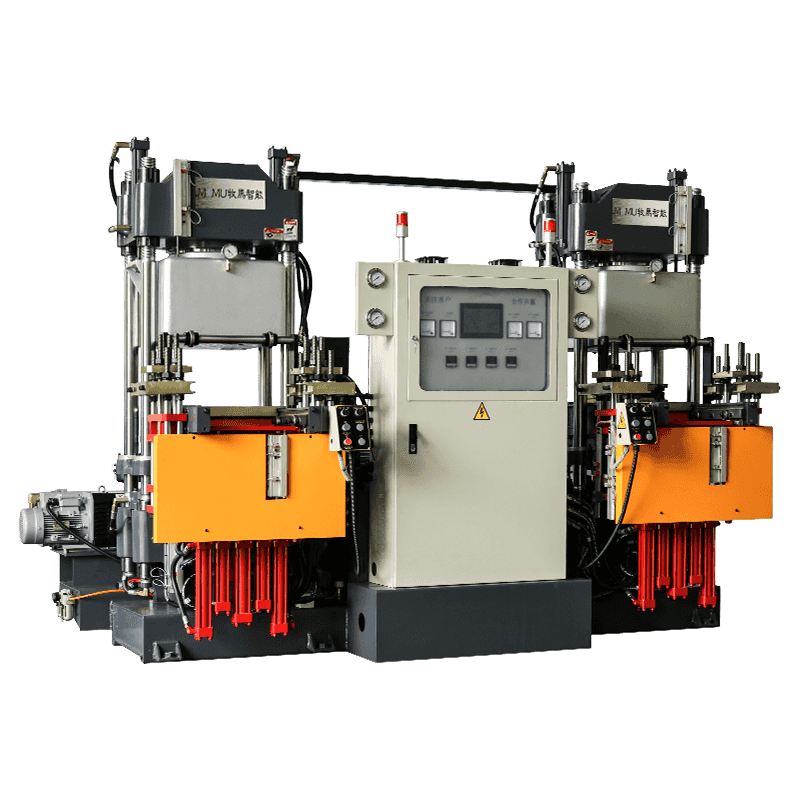
| Prasa próżniowa pracująca w trybie wielodniowym | Utwardzanie wielu poziomów pleśni jednocześnie | Części płaskie o dużej objętości, wyroby arkuszowe, podeszwy obuwia |
| System worków próżniowych/autoklawów | Elastyczny worek próżniowy zamyka część w ogrzewanej komorze | Duże części o skomplikowanych kształtach i kompozytowe laminaty gumowe |
| Obrotowa maszyna do wulkanizacji próżniowej | Rotacja formy karuzelowej w stacjach utwardzania | Ciągła, wysokowydajna produkcja małych, jednolitych części |
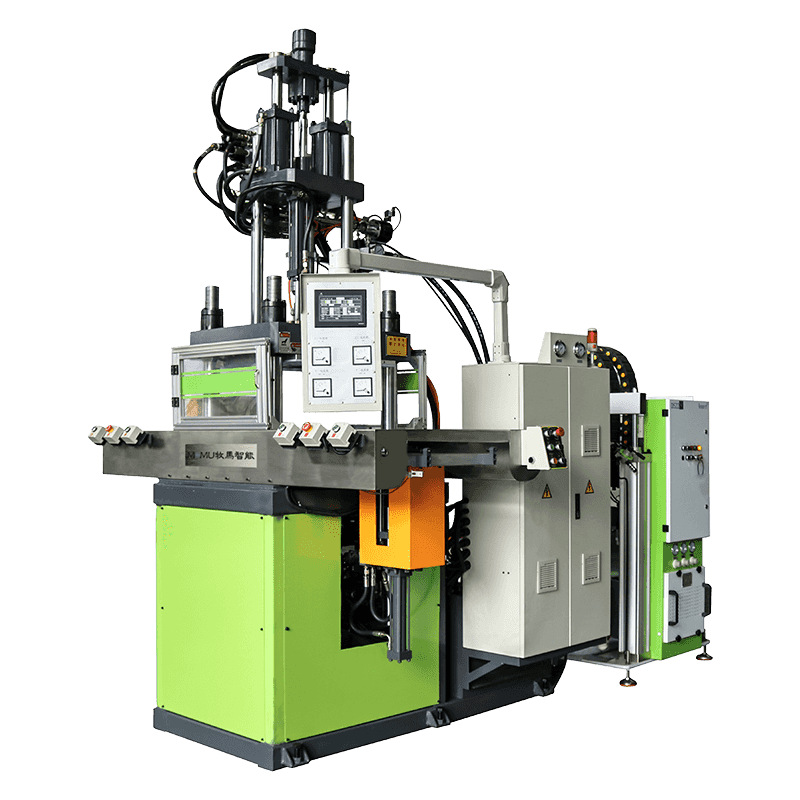
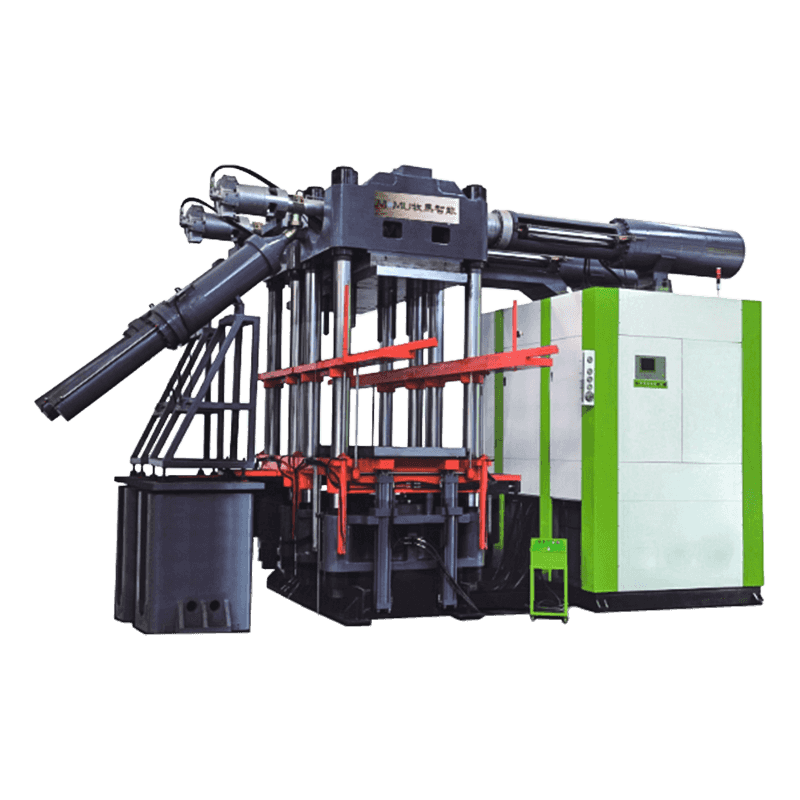
| Prasa wulkanizacyjna wtryskowo-próżniowa | Łączy komorę próżniową z jednostką wtryskową gumy | Precyzyjnie formowane wtryskowo uszczelki i techniczne części gumowe |
Kluczowe czynniki, które należy wziąć pod uwagę przy zakupie próżniowej maszyny do wulkanizacji gumy
Inwestycja w wulkanizator próżniowy to znacząca decyzja kapitałowa, a proces specyfikacji wymaga dokładnej oceny zarówno bieżących wymagań produkcyjnych, jak i przewidywanych przyszłych potrzeb. Pospieszanie się z procesem selekcji lub skupianie się wyłącznie na cenie często prowadzi do tego, że sprzęt działa słabo, wymaga kosztownych modernizacji lub nie spełnia certyfikatów jakości wymaganych przez kluczowych klientów.
Rozmiar płyty i siła zacisku
Wymiary płyty muszą uwzględniać największą formę, jaką zamierzasz uruchomić, z wystarczającym marginesem na obwodzie formy, aby zapewnić równomierny rozkład nacisku. Siłę docisku należy obliczyć na podstawie przewidywanego ciśnienia wnęki mieszanki gumowej w temperaturze utwardzania pomnożonego przez całkowitą rzutowaną powierzchnię wszystkich wnęk w formie. Zbyt mała siła zacisku prowadzi do wypływu; maszyny o dużych rozmiarach zużywają więcej energii i powierzchni niż to konieczne. Przed sfinalizowaniem specyfikacji poproś dostawcę maszyny o obliczenia techniczne w oparciu o konkretne dane dotyczące formy i mieszanki.
Poziom podciśnienia i wydajność pompy
Osiągalny poziom próżni jest bezpośrednią miarą tego, jak skutecznie maszyna usuwa powietrze i gazy ze środowiska formy. Określ docelowy poziom podciśnienia — zazwyczaj -0,095 MPa lub lepszy w przypadku wymagających zastosowań — i potwierdź czas przestoju pompowania, aby osiągnąć ten poziom przy zamontowanej obciążonej formie. Wydajność pompy (mierzona w m³/h lub CFM) musi być dostosowana do objętości komory próżniowej powiększonej o objętość martwą w rurociągach łączących. Maszyny z pompami o zbyt małych średnicach potrzebują zbyt dużo czasu, aby osiągnąć docelowy poziom podciśnienia, co wydłuża czas cykli i zmniejsza wydajność.
System sterowania i rejestracja danych
Nowoczesne maszyny do wulkanizacji próżniowej powinny być wyposażone w programowalny sterownik logiczny (PLC) i interfejs człowiek-maszyna (HMI) z ekranem dotykowym, który umożliwia operatorom przechowywanie i przywoływanie wieloetapowych cykli utwardzania, monitorowanie wszystkich parametrów procesu w czasie rzeczywistym i generowanie zapisów produkcyjnych w celu śledzenia jakości. Dla klientów z łańcuchów dostaw z branży motoryzacyjnej i lotniczej rejestrowanie danych dotyczących temperatury, ciśnienia, poziomu próżni i czasu cyklu dla każdej partii produkcyjnej jest standardowym wymogiem audytu. Przed zakupem sprawdź, czy system sterowania maszyny spełnia wymagania dokumentacji Twojego systemu zarządzania jakością.
Praktyki konserwacyjne chroniące wydajność maszyny
Długoterminowa niezawodność próżniowej maszyny do wulkanizacji gumy zależy w dużej mierze od zorganizowanego programu konserwacji zapobiegawczej skupiającego się na komponentach najbardziej narażonych na zużycie i degradację w środowisku produkcyjnym charakteryzującym się wysoką temperaturą i dużą liczbą cykli.
- Kontrola uszczelnienia próżniowego: Uszczelki drzwi komory i płyty dociskowej należy sprawdzać pod kątem odkształcenia po ściskaniu, pęknięć lub zanieczyszczenia powierzchni przy każdej konserwacji. Zniszczone uszczelki są najczęstszą przyczyną utraty podciśnienia i należy je wymieniać zgodnie z harmonogramem, a nie czekać na widoczną awarię.
- Konserwacja pompy próżniowej: Obrotowe pompy łopatkowe wymagają regularnej wymiany oleju — zanieczyszczony lub zdegradowany olej pompy znacznie zmniejsza osiągalny poziom podciśnienia. Pompy suchoślimakowe wymagają okresowej kontroli wirnika i łożysk. Ściśle przestrzegaj zalecanych przez producenta okresów międzyobsługowych.
- Weryfikacja płaskości płyty: Z biegiem czasu powtarzające się cykle termiczne i obciążenia mechaniczne mogą powodować powstawanie wybrzuszeń na powierzchni płyt dociskowych lub lokalnych zagłębień, co powoduje nierówny rozkład ciśnienia w formie. Okresowo sprawdzaj płaskość płyty za pomocą precyzyjnej linijki i szczelinomierza.
- Serwis układu hydraulicznego: Co roku należy pobierać próbki oleju hydraulicznego i analizować je pod kątem zanieczyszczeń cząstkami stałymi i pogorszenia lepkości. Podczas każdej wizyty w ramach konserwacji zapobiegawczej należy sprawdzać uszczelki cylindrów i połączenia węży pod kątem wycieków.
- Kalibracja termopary i sterownika: Dokładność pomiaru temperatury zmienia się w czasie wraz ze starzeniem się złączy termopary. Coroczna kalibracja wszystkich czujników temperatury względem identyfikowalnego standardu odniesienia jest niezbędna do utrzymania spójności utwardzania i spełnienia wymagań audytu systemu jakości.
Próżniowa maszyna do wulkanizacji gumy stanowi jedno z najbardziej kompletnych technicznie rozwiązań dostępnych do produkcji wysokiej jakości, pozbawionych wad elementów gumowych na skalę produkcyjną. Łącząc precyzyjną kontrolę termiczną, mocowanie hydrauliczne i odgazowywanie wspomagane próżniowo w jednym zintegrowanym systemie, rozwiązuje najbardziej utrzymujące się wyzwania związane z jakością w procesie formowania gumy i umożliwia producentom spełnianie coraz bardziej wymagających specyfikacji obsługiwanych przez nich rynków motoryzacyjnych, lotniczych, medycznych i przemysłowych.