Formowanie tłoczne gumy to jeden z najstarszych i najpowszechniej stosowanych procesów w produkcji części gumowych, a maszyna znajdująca się w centrum tego procesu — maszyna do formowania tłocznego gumy — pozostaje kamieniem węgielnym linii produkcyjnych w sektorach motoryzacyjnym, lotniczym, uszczelnień przemysłowych i towarów konsumpcyjnych. Pomimo rozwoju technologii formowania wtryskowego i transferowego, formowanie tłoczne jest trwałe ze względu na swoją prostotę, niższe koszty oprzyrządowania i przydatność do szerokiego zakresu mieszanek gumowych i geometrii części. Zrozumienie, jak działają te maszyny, co odróżnia sprzęt wysokiej jakości od przeciętnego i jak dopasować specyfikacje maszyn do potrzeb produkcyjnych, jest niezbędne dla inżynierów, kierowników ds. zakupów i operatorów zakładów pracujących z wulkanizowanymi produktami gumowymi.
Co robi maszyna do formowania tłocznego gumy
A maszyna do formowania tłocznego gumy przykłada kontrolowaną temperaturę i ciśnienie do wstępnie odmierzonego ładunku nieutwardzonej mieszanki gumowej umieszczonej bezpośrednio w otwartej wnęce formy. Kiedy maszyna zamyka formę pod ciśnieniem hydraulicznym, guma jest dopasowywana do kształtu wnęki. Długotrwała temperatura – zwykle od 150°C do 200°C w zależności od mieszanki – uruchamia wulkanizację, proces chemicznego sieciowania, który przekształca miękką, giętką mieszankę gumową w trwałą, elastyczną wykończoną część. Po zakończeniu cyklu utwardzania forma otwiera się i część jest usuwana, co często wymaga ręcznego usuwania obróbki blacharskiej w celu odcięcia nadmiaru materiału, który wpłynął na linię podziału.
Proces formowania tłocznego szczególnie dobrze nadaje się do kauczuku naturalnego, EPDM, silikonu, neoprenu, nitrylu (NBR) i fluoroelastomerów (FKM/Viton). Jest powszechnie stosowany do produkcji uszczelek, pierścieni typu O-ring, tłumików drgań, membran, tulei i niestandardowych profili gumowych. Ponieważ forma jest otwarta podczas załadunku, formowanie tłoczne pozwala na zastosowanie gumy wzmocnionej tkaniną, części połączonych metalem z gumą oraz wstawek w sposób bardziej naturalny niż w procesach formowania wtryskowego, co czyni tę metodę preferowaną w przypadku złożonych elementów z gumy kompozytowej.
Podstawowe elementy maszyny do formowania tłocznego gumy
Zrozumienie głównych komponentów maszyny do formowania tłocznego wyjaśnia zarówno zasady jej działania, jak i kluczowe czynniki jakości, które należy ocenić przy porównywaniu modeli różnych producentów.
Układ hydrauliczny
Układ hydrauliczny jest sercem maszyny wytwarzającym siłę. Pompa hydrauliczna tłoczy płyn do cylindrów, które uruchamiają ruchomą płytę, wytwarzając siłę zaciskającą, która zamyka formę i utrzymuje ciśnienie przez cały cykl utwardzania. Siła zwarcia mierzona jest w tonach i bezpośrednio określa maksymalny osiągalny rozmiar formy i ciśnienie wnęki. Oferta maszyn obejmuje zarówno małe urządzenia stołowe o masie od 10 do 50 ton do prac laboratoryjnych i prototypowych, jak i duże prasy produkcyjne o masie przekraczającej 1000 ton do części samochodowych i przemysłowych. Stabilność ciśnienia układu hydraulicznego podczas utwardzania ma kluczowe znaczenie — wahania powodują zmiany wymiarów gotowej części i mogą skutkować niepełnym wypełnieniem lub pustymi przestrzeniami w gumie.

Podgrzewane płyty
Górna i dolna płyta to płaskie, precyzyjnie oszlifowane metalowe płyty, które utrzymują połówki formy i przekazują do nich ciepło. Płyty są ogrzewane wewnętrznie za pomocą elektrycznych elementów oporowych, pary lub gorącego oleju. Ogrzewanie elektryczne jest najczęściej spotykane w nowoczesnych maszynach ze względu na jego precyzyjną kontrolę i łatwość konserwacji. Ogrzewanie parowe zapewnia szybkie nagrzewanie, ale wymaga infrastruktury i systemów zarządzania ciśnieniem. Równomierność rozkładu temperatury na powierzchni płyty dociskowej jest jednym z najważniejszych wskaźników jakości maszyny do formowania tłocznego — wahania temperatury na płycie dociskowej o więcej niż ±3°C mogą powodować nierówne utwardzanie, w wyniku czego powstają części o różnej twardości, gęstości i dokładności wymiarowej w całej formie.
System sterowania
Nowoczesne maszyny do formowania tłocznego gumy wykorzystują systemy sterowania oparte na sterownikach PLC (programowalny sterownik logiczny) z panelami dotykowymi HMI (interfejs człowiek-maszyna), które umożliwiają operatorom programowanie i przechowywanie receptur utwardzania – kombinacji ustawień temperatury, ciśnienia i czasu dla określonych mieszanek gumy i geometrii części. Zaawansowane maszyny oferują wielostopniową kontrolę ciśnienia, automatyczne oddychanie formy (kontrolowane chwilowe uwalnianie ciśnienia umożliwiające ucieczkę uwięzionego powietrza i substancji lotnych podczas utwardzania) oraz integrację z systemami monitorowania produkcji i systemami danych jakościowych. Maszyny podstawowe mogą korzystać z prostszych, opartych na przekaźnikach lub analogowych regulatorach czasowych i termostatach, które ograniczają precyzję i identyfikowalność, ale zmniejszają koszty.
Kluczowe parametry procesu i ich wpływ na jakość części
Jakość formowania tłocznego gumy zależy od trzech współzależnych parametrów procesu: temperatury, ciśnienia i czasu. Dopasowanie ich do konkretnej mieszanki gumowej i projektu formy jest podstawą spójnej produkcji.
| Parametr | Typowy zasięg | Efekt zbyt niskiego poziomu | Efekt zbyt wysokiego |
| Temperatura | 150°C – 200°C | Niedoświetlone; miękkie, słabe części | Utwardzanie; kruchość, degradacja powierzchni |
| Ciśnienie | Ciśnienie w komorze 5 – 15 MPa | Niekompletne wypełnienie; porowatość; krótkie ujęcia | Nadmierny błysk; uszkodzenie pleśni |
| Czas leczenia | 2 – 20 minut (w zależności od mieszanki) | Niedoświetlony; kleistość; słabe właściwości mechaniczne | Rewersja (w NR); zmarnowany czas cyklu |
Czas utwardzania zależy od związku i należy go ustalić poprzez badanie reometrem (przy użyciu przyrządów takich jak MDR – reometr z ruchomą matrycą) przed rozpoczęciem produkcji. Reometr generuje krzywą utwardzania, która pokazuje optymalny czas utwardzania (T90 — czas do osiągnięcia 90% maksymalnego momentu obrotowego) dla danej temperatury. Praca części w temperaturze T90 zamiast nadmiernego utwardzania skraca czas cyklu i zużycie energii bez pogorszenia właściwości mechanicznych. Wiele zakładów produkcyjnych przechowuje dane dotyczące utwardzania reometru wraz z recepturami utwardzania PLC, aby zachować identyfikowalność i umożliwić szybkie dostosowanie receptury w przypadku zmiany partii surowców.
Rodzaje maszyn do formowania tłocznego gumy
Maszyny do formowania tłocznego gumy są dostępne w kilku konfiguracjach strukturalnych i operacyjnych, każda dostosowana do innej skali produkcji i wymagań części.
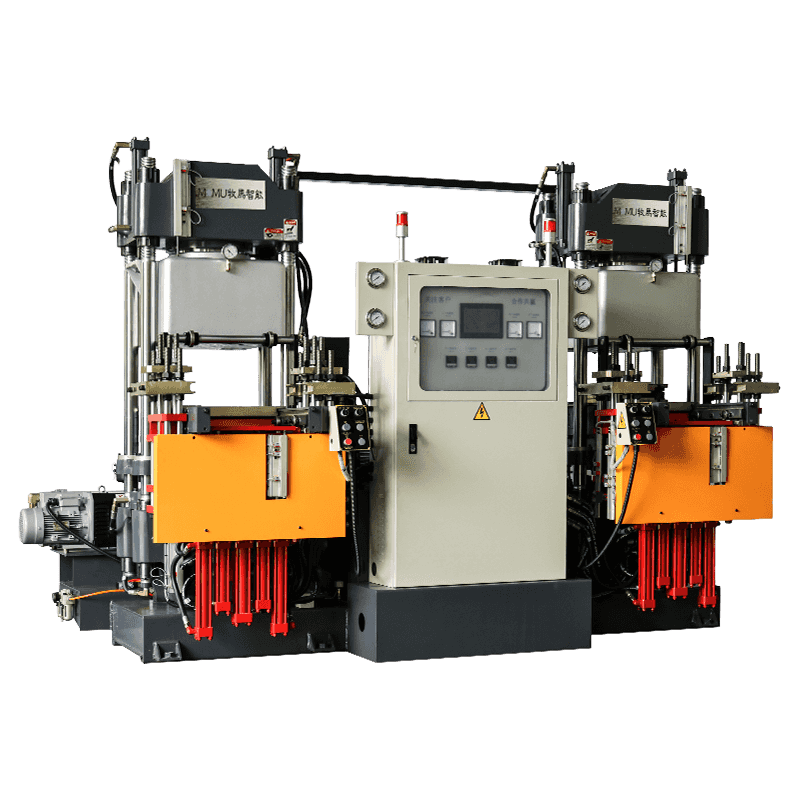
- Prasa jednodniowa: Najpopularniejsza konfiguracja z jednym zestawem górnych i dolnych płyt, które otwierają się i zamykają jednym ruchem. Prosty w obsłudze i konserwacji oraz odpowiedni do większości standardowych produkcji części gumowych. Dostępne w rozmiarach od laboratoryjnych modeli laboratoryjnych po duże prasy przemysłowe.
- Prasa wielodniowa: Zawiera wiele poziomów otwarcia formy (światła dzienne) ułożonych pionowo w jednej ramie prasy, co pozwala na jednoczesne utwardzanie kilku form w jednym cyklu prasy. Znacząco zwiększa wydajność w przeliczeniu na powierzchnię maszyny i jest szeroko stosowany w masowej produkcji uszczelek i uszczelek.
- Prasa stołowa obrotowa: Wykorzystuje obrotową karuzelę stanowisk form, które indeksują pozycje załadunku, prasowania i rozładunku. Umożliwia ciągłą pracę przy skróconych przestojach operatora pomiędzy cyklami, doskonale nadaje się do produkcji wielkoseryjnej małych i średnich części.
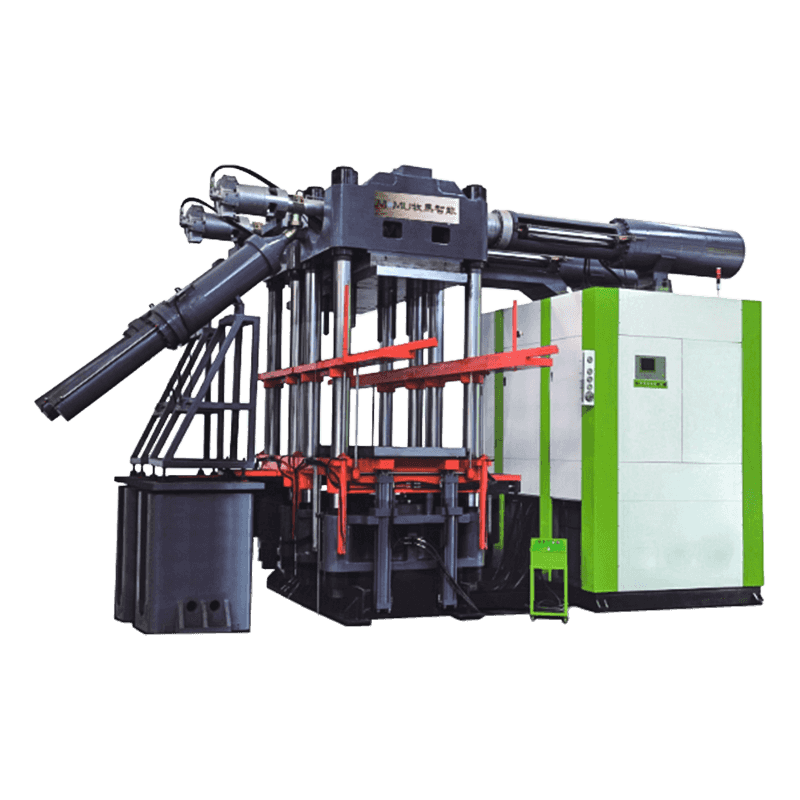
- Maszyna do formowania próżniowego: Wyposażone w komorę próżniową wokół obszaru formy, maszyny te usuwają powietrze z wnęki formy przed i podczas zamykania. Zapobiega to zatrzymywaniu powietrza w gumie, co ma kluczowe znaczenie w przypadku części silikonowych i innych zastosowań, w których porowatość jest niedopuszczalna – takich jak wyroby medyczne, uszczelki mające kontakt z żywnością i membrany o wysokiej wydajności.
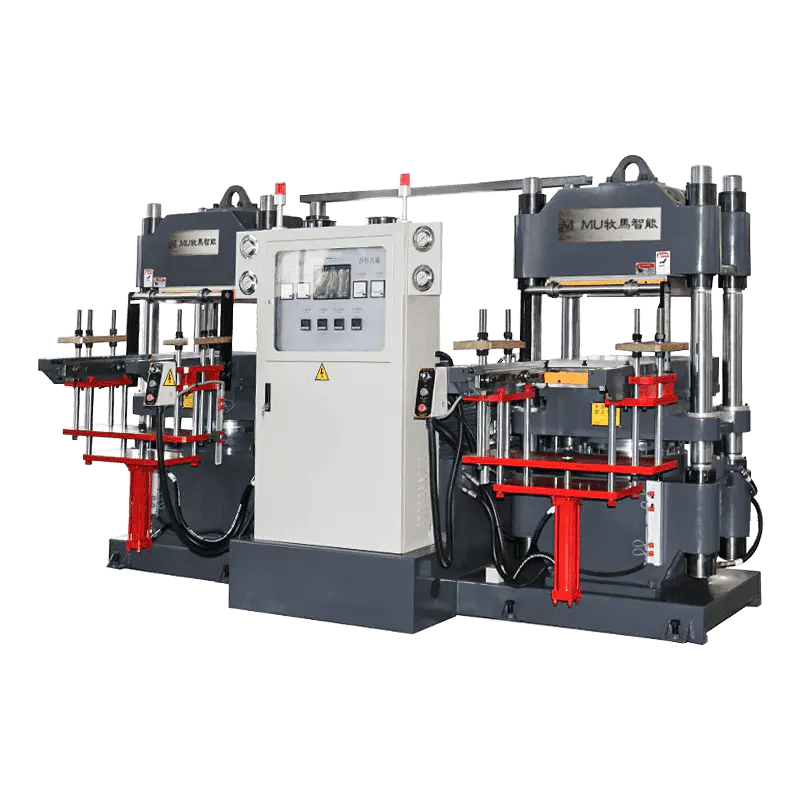
- Prasa hydrauliczna czterokolumnowa: Wykorzystuje cztery pionowe kolumny prowadzące wokół obszaru płyty, aby zapewnić precyzyjną równoległość podczas zamykania formy. Preferowany do dużych lub precyzyjnych form, gdzie ugięcie lub niewspółosiowość płyty dociskowej mogłoby spowodować nierówny wypływ, niedopasowanie linii podziału lub różnice wymiarowe w formie.
Formowanie tłoczne a formowanie transferowe i wtryskowe gumy
Producenci gumy często stają przed decyzją, czy prasowanie, tłoczenie czy formowanie wtryskowe jest właściwym procesem dla konkretnej części. Każdy z nich ma wyraźne zalety i ograniczenia, które należy ocenić pod kątem wielkości produkcji, złożoności części, rodzaju materiału i budżetu na narzędzia.
| Czynnik | Kompresja | Przeniesienie | Zastrzyk |
| Koszt oprzyrządowania | Niski | Średni | Wysoka |
| Czas cyklu | Dłużej | Średni | Najkrótszy |
| Odpady materiałowe | Umiarkowany (błysk) | Umiarkowane (doniczka/wlew) | Niski |
| Złożoność części | Niski to Medium | Średni | Wysoka |
| Wstaw formowanie | Znakomicie | Dobrze | Ograniczona |
| Dostosowanie objętości | Niski to medium | Średni | Wysoka volume |
| Wymagane umiejętności operatora | Umiarkowane | Umiarkowane | Wysokaer |
Formowanie tłoczne konsekwentnie wygrywa pod względem kosztów oprzyrządowania i elastyczności formowania wkładkowego, dlatego pozostaje dominującym procesem w przypadku opracowywania prototypów, krótkich serii produkcyjnych i części wymagających łączenia metalu lub tkaniny. W przypadku zastosowań o bardzo dużej objętości, gdzie koszt pracy na część staje się dominującym czynnikiem ekonomicznym, zautomatyzowany cykl formowania wtryskowego i minimalne wymagania dotyczące przycinania wypływki zazwyczaj uzasadniają wyższe inwestycje w sprzęt i oprzyrządowanie.
Co należy ocenić przy wyborze maszyny do formowania tłocznego gumy
Wybór odpowiedniej maszyny wymaga dokładnego dostosowania specyfikacji produktu, wielkości produkcji, mieszanek gumowych i środowiska operacyjnego. Kupowanie niedostatecznie określonego sprzętu powoduje powstawanie wąskich gardeł; nadmierne określenie kapitału marnotrawstwa. Poniższe kryteria powinny kierować każdą poważną oceną:
- Siła mocowania: Oblicz wymagany tonaż na podstawie przewidywanego ciśnienia wnęki (zwykle od 7 do 12 MPa dla większości mieszanek gumowych) pomnożonego przez całkowitą przewidywaną powierzchnię wszystkich wnęk plus powierzchnię wypływki w formie. Zawsze uwzględniaj margines bezpieczeństwa wynoszący co najmniej 20%, aby uwzględnić różnice między mieszankami i projektami form.
- Rozmiar płyty: Płyta dociskowa musi być wystarczająco duża, aby pomieścić największą formę, z odstępem ze wszystkich stron umożliwiającym mocowanie i równomierność termiczną. Standardowe rozmiary płyt wahają się od 200 × 200 mm dla małych pras laboratoryjnych do 1200 × 1200 mm lub większych dla przemysłowych maszyn produkcyjnych.
- Jednolitość temperatury: Poproś producenta o specyfikację jednorodności temperatury płyty i, jeśli to możliwe, zweryfikuj ją niezależnie. W przypadku precyzyjnych części z silikonu lub gumy medycznej niezbędna jest jednorodność ±2°C lub lepsza na całej powierzchni płyty dociskowej.
- Otwarcie w świetle dziennym: Maksymalna odległość między otwartymi płytami musi uwzględniać wysokość formy oraz prześwit umożliwiający wyjmowanie i ładowanie części. Niewystarczająca ilość światła dziennego zmusza operatorów do przyjmowania niewygodnych pozycji, co wydłuża czas cykli i zwiększa ryzyko ergonomiczne.
- Zaawansowany system sterowania: Oceń, czy możliwości przechowywania receptur PLC, rejestrowania danych i zdalnego monitorowania odpowiadają Twoim wymaganiom w zakresie zarządzania jakością i identyfikowalności. Branże takie jak motoryzacja (IATF 16949) i medycyna (ISO 13485) mają specyficzne oczekiwania dotyczące dokumentacji procesów, których prostsze maszyny nie są w stanie obsłużyć.
- Wsparcie posprzedażowe i dostępność części zamiennych: Uszczelnienia hydrauliczne, elementy grzejne i elementy sterujące zużywają się z biegiem czasu. Potwierdź, że producent lub lokalny dystrybutor utrzymuje zapasy części zamiennych i może zapewnić pomoc techniczną w akceptowalnych terminach reakcji dla Twojego środowiska produkcyjnego.
Praktyki konserwacyjne wydłużające żywotność maszyny i chroniące jakość części
Maszyna do formowania tłocznego gumy pracująca w warunkach produkcyjnych poddawana jest ciągłym cyklom termicznym, naprężeniom ciśnienia hydraulicznego i zanieczyszczeniu mieszanką gumową. Zdyscyplinowana procedura konserwacji nie jest opcjonalna — stanowi różnicę między maszyną, która zapewnia stałą wydajność przez 20 lat, a maszyną, która generuje usterki i przestoje w ciągu pięciu lat.
- Codziennie: Oczyść powierzchnie płyt i powierzchnie podziału formy z pozostałości wypływki i mieszanki, używając odpowiedniego środka antyadhezyjnego i nieściernych narzędzi. Sprawdź poziom płynu hydraulicznego i sprawdź, czy nie ma widocznych wycieków wokół uszczelek i złączek cylindra. Porównaj odczyty temperatury płyty ze skalibrowaną termoparą.
- Tygodnik: Sprawdź stan płynu hydraulicznego i stan filtra. Sprawdź kolumny prowadzące i równoległość płyt. Sprawdź, czy wszystkie blokady bezpieczeństwa — w tym wyłączniki awaryjne, kurtyny świetlne i zawory bezpieczeństwa — działają prawidłowo.
- Miesięcznie: Kalibracja regulatorów temperatury i termopar w oparciu o identyfikowalne odniesienia. Sprawdź rezystancję elementu grzejnego, aby zidentyfikować elementy, których żywotność dobiega końca, zanim ulegną awarii w produkcji. Sprawdź uszczelki cylindrów hydraulicznych pod kątem śladów zacieków.
- Rocznie: Pełna wymiana płynu hydraulicznego i wymiana filtrów. Pomiar płaskości płyty i korekta w razie potrzeby. Pełna kontrola instalacji elektrycznej, w tym szczelność zacisków, rezystancja izolacji i wymiana baterii PLC.
Prasa do formowania tłocznego gumy to długoterminowa inwestycja kapitałowa, której zwrot zależy w równym stopniu od dyscypliny procesu, jak i jakości maszyny. Dopasowanie właściwej specyfikacji maszyny do asortymentu produktów, ustalenie precyzyjnych parametrów procesu dla każdego związku i utrzymanie sprzętu zgodnie ze standardami producenta to trzy filary produktywnego i ekonomicznego formowania tłocznego gumy. Dla producentów, którzy prawidłowo dobrali tę kombinację, formowanie tłoczne pozostaje jednym z najbardziej niezawodnych i ekonomicznych dostępnych procesów formowania gumy.